单击选项菜单下的程序检查子菜单,进入了程序检查环境,如图 3-14 所示。程序检查有三个单选项:语法错误检查检查软元件号有无错误;双线圈检验检查输出软元件;电路错误检查检...
阅读更多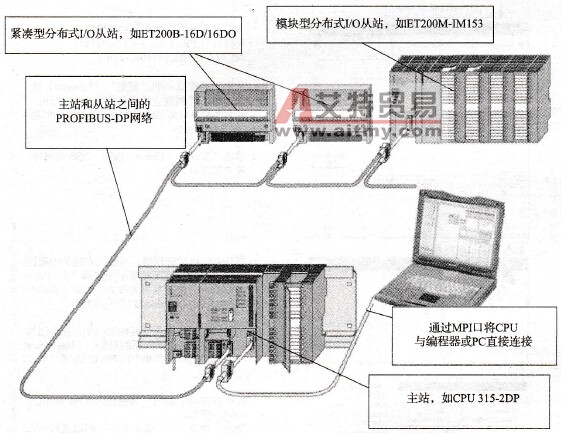
在常用配置的自动化系统中,中央可编程序控制器的 I/O 模板与传感器、执行机构之间需要大量的连接电缆,这不仅增加了安装的工作量,也增加了安装费用和发生故障的几率。应用分...
阅读更多在功能图中,步的状态的转换是通过转换的实现完成的,转换的实现必须同时满足以下两个条件: (1) 该转换的所有前级步都是活动步。 (2) 相应的转换条件得到满足。 一旦转换完成,...
阅读更多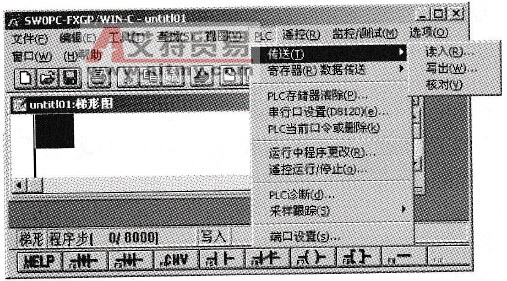
程序的传送操作通过 PLC 菜单的传送子菜单,如图 3-15 所示。传送子菜单有三项内容:读入、写出和核对。程序的读入指的是把 PLC 的程序读入到计算机的 FXGPWIN 程序操作环境中;程序的...
阅读更多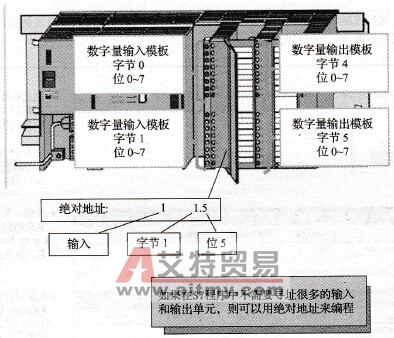
在对 PLC 进行硬件组态时,首先应定义其输入和输出的绝对地址,如图 3-17 所示。因为,这些地址是直接指定的,也即绝对地址。也可以选择使用任意符号名来替代绝对地址。 图 3-17...
阅读更多(1) 步与步不能直接相连,必须用转移分开。 (2) 转移与转移不能直接相连,必须用步分开。 (3) 步与转移、转移与步之间的连线采用有向线段,画功能图的顺序一般是从上向下或从左到...
阅读更多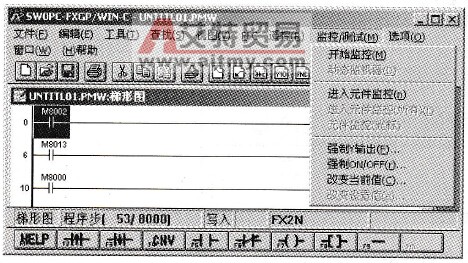
在 FXGPWIN 操作环境中,可以监控各软元件的状态和强制执行输出等功能。这些功能主要在监控 / 测试菜单中完成,其界面如图 3-16 所示。 1 .可编程控制器的强制运行和强制停止 打开...
阅读更多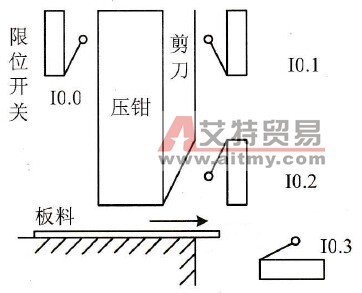
图 7.13 所示为某剪板机的示意图。开始时压钳和剪刀在上限位置,限位开关 I0.0 和 I0.1 在 ON 状态。按下启动按钮 I1.0 后,剪板机启动。板料首先右行( Q0.0 为 ON )至限位开关 I0.3 动作...
阅读更多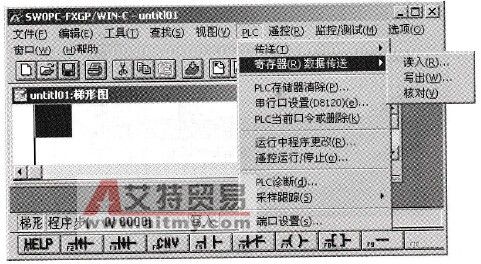
1 .可编程控制器数据寄存器的读出和写入 在 PLC 菜单下的寄存器数据传送子菜单有三项内容:读入、写出和核对,如图 3-21 所示。单击读入键,即可从可编程控制器中读出数据寄存器...
阅读更多
在开始进行编程之前,我们首先要了解 STEP 7 的模块化程序结构,这种结构将复杂的任务分解成一些可单独解决的分任务。 STEP 7 软件将应用程序分解为若干种模块,即 OB (组织块)、...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则