西门子 PLC ,是德国西门子 (SIEMENS) 公司生产的可编程控制器.产品包括 LOGO 、 S7200 、 S7-1200 、 S7-300 、 S7-400 等,具备体积小、速度快、标准化的特点, PLC 可分为微型 PLC (如 S7-200 )...
阅读更多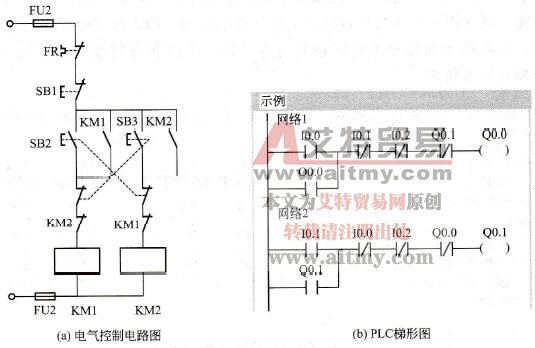
PLC 与计算机类似,在软件方面有系统软件和应用软件之分,系统软件由可编程控制器生产厂家固化在 ROM 中。一般的用户只能在应用软件上进行操作,即通过编程软件来编制用户程序。...
阅读更多S7-200 系列 PLC 有 5 种 CPU 模块可选,如图 2-1 所示,它们分别是: CPU 221 (6DI/4DO) 、 CPU 222 CN (8DI/6DO) 、 CPU 224 CN (14DI/lODO) 、 CPU 224XP CN (14DI/10DO+2AI/AO) 、 CPU 226 CN (24DI/16DO) 。 因为每种 CPU 模...
阅读更多
S7-200 系列 PLC 将 CPU 、集成电源和若干数字量 I/O 点集成在一个紧凑的封装中,下面以 CPU 224 型 PLC 为例,介绍一下其封装外形。 CPU224 型 PLC 的外形如图 2-2 和图 2-3 所示,图中我们可以...
阅读更多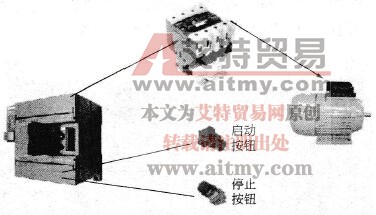
PLC 是由继电器控制技术、计算机技术和电子技术为基础发展起来的一种工业控制器。它可以实现单体设备简单控制、运动控制以及过程控制。 仍然以异步电动机的直接启停控制为例,...
阅读更多
通过 CC0 和 CC1 可以实现条件程序分支(如表 16-2 所示),这允许用户检测计算结果是正数、零或负数。 表 16-2 CC0 和 CC1 跳转功能 1 .设置状态位 以 CC0 和 CC1 状态为条件的跳转功能不会...
阅读更多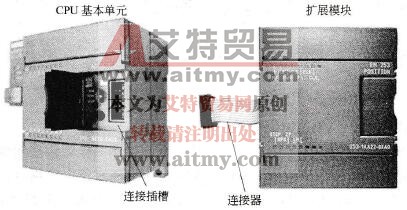
S7-200 PLC 的扩展模块没有 CPU ,其功能主要是作为基本单元输入 / 输出点数的补充,只能与基本单元连接使用。连接时,通过扁平电缆将扩展模块与基本单元安装在一条导轨上即可。连接...
阅读更多
顺序控制设计法的关键是绘制顺序功能图 SFC (SequentialFunction Chart) 。顺序功能图又称为功能流程图或状态图,是一种描述顺序控制系统的图形方式,它是专用于工业顺序控制系统程序设...
阅读更多可以使用 OV 和 OS 状态位来决定程序分支是否执行。此检测考察计算结果是否依旧在允许的数字范围之内。 1 .如果溢出则跳转 仅当 OV 状态位被设置为“ 1 ”时才执行跳转功能 JO 。如...
阅读更多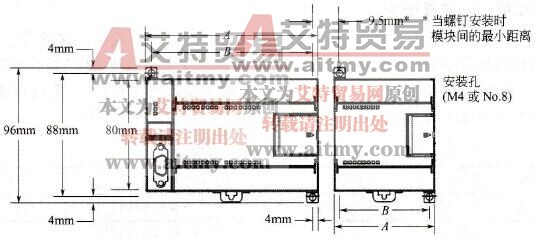
S7-200 的安装可以采用面板安装或标准导轨安装两种方式。 S7-200 设备的设计采用自然对流散热方式。安装时,在器件的上方和下方都必须留有至少 25mm 的空间,以便于正常的散热。前面...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则