在满足被控对象要求的前提下, PLC 选型时应选择最佳的性价比,通常应考虑以下几方面。 1 . PLC 应用系统结构合理,机型系列应统一 PLC 的结构分为整体式和模块式两种。整体式结构...
阅读更多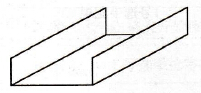
U 形板折板机可以把金属板料折成如图 5-7 所示的形状。 U 形板折板机的基本组成结构如图 5-8 所示。模板安装在模板座上,模板两端的形状不同,加工出来的 U 形板料的折角形状就不同...
阅读更多根据功能说明书,可统计出 PLC 系统的开关量 I/O 点数及模拟量 I/O 通道数,以及开关量和模拟量的信号类型。考虑到在前面设计中, I/O 点数可能有疏漏,并考虑到 I/O 端口的分组情况以...
阅读更多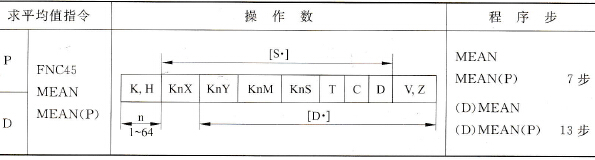
(1) 求平均值 MEAN 指令格式为: FNC45 MEAN[S][D]n (2) 指令概要如表 5.47 所示。 表 5. 47 求平均值指令概要 (3) 示例梯形图如图 5.77 所示,对应指令为: MEAN D0 D10 K3 图 5.77 MEAN 指令举例 在图...
阅读更多用户程序占用内存量与 I/O 点数、控制要求、运算处理量、程序结构等诸多因素有关。因此,在程序设计之前只能粗略地估算。根据经验,每个 I/O 点及有关功能器件占用的内存大致如下...
阅读更多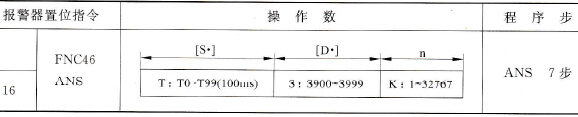
(1) 报警器置位 ANS(Annunciator Set) 指令格式为: FNC46 ANS[S]n[D] (2) 指令概要如表 5.48 所示。 表 5. 48 报警器置位指令概要 (3) 示例梯形图如图 5.86 所示,对应指令为: ANS T0 K20 S900 在图 5. 78...
阅读更多
(1) 报警器复位 ANR( AnnunciatorReset) 指令格式为: FNC47 ANR (2) 指令概要如表 5.49 所示。 ANR 指令的功能是,如果驱动条件成立,已经置位的 S900 ~ S999 中元件号最小的报警器将复位。 表 5...
阅读更多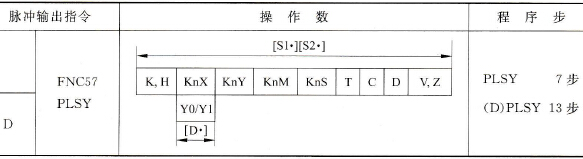
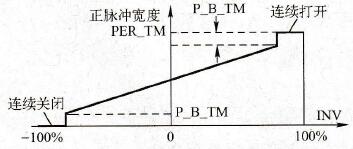
(1) 脉冲输出 PLSY(Pulse Output) 指令格式为: FNC57 PLSY [S1][S2][D] (2) 指令概要如表 5.59 所示。 PLSY 指令用于产生指定数量和频率的脉冲; [S1 ] 指定脉冲频率范围为 2~20kHz ; [S2 ] 指定产生的脉...
阅读更多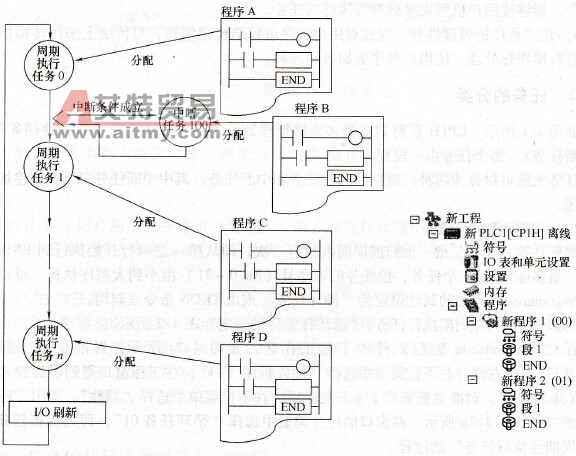
为了能更好地实现应用控制功能, CP1H 系列 PLC 采用了任务编程方法,可将程序定制为标准化模块进行独立的编写,实现了特定功能程序的互相移植,使得编程更为方便和简单。 早先的...
阅读更多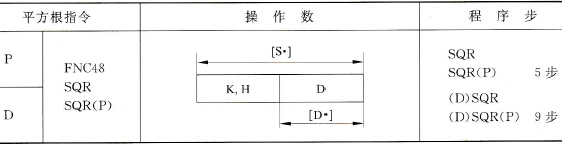
(1) 平方根 SQR(Square Root) 指令格式为: FNC48 SQR[S][D] (2) 指令概要如表 5.50 所示。 (3) 示例梯形图如图 5.80 所示,对应指令为: SQR D10 D20 在图 5. 80(a) 中,如果 X010 接通,将执行平方根指令...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则