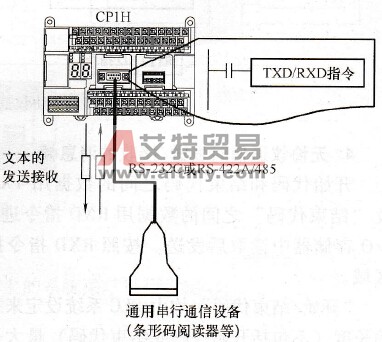
无协议通信是不使用固定协议、协议不经过数据转换,通过通信端口输入/输出指令,如 TXD 、 RXD 指令,发送/接收数据的功能。这种情况下,通过 PLC 的系统设定将串行端口的串行通...
阅读更多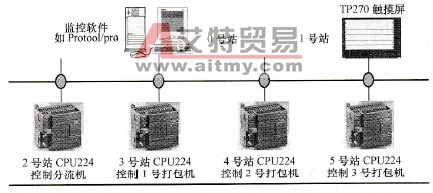
本设计主要用点对点 PPI 通信方式,解决两个 PLC 之间的通信,用网络读指令 NETR 、网络写指令 NETW 完成打包机控制系统的设计。 3 个从机负责打包并计数,主机负责分流并读取从机累计...
阅读更多无协议通信的主要功能见表 6-3 。 表 6-3 无协议通信的主要功能 发送接收 数据的流动 方 法 最大数据 长 度 帧形式 其他的功能 开始代码 结束代码 数据发送 PLC通用 外部设备 程序上的...
阅读更多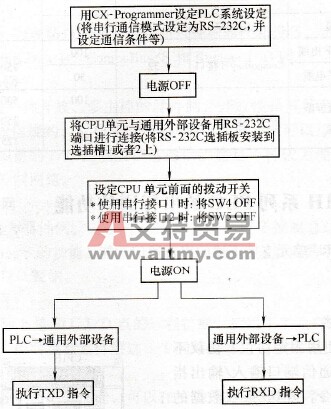
我们可以通过简单的设定,来完成无协议通信,其基本步骤如图 6-6 所示。 图 6-6 无协议通信设定的基本步骤...
阅读更多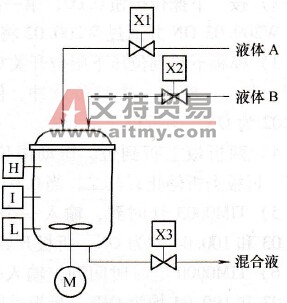
物料混合是化工生产中的典型单元操作,混合流程的控制是严格的顺序控制问题,混合釜及其控制装置结构示意图如图 5-11 所示。 图 5-11 中, H 、 I 、 L 为液位传感器,且液位淹没时为...
阅读更多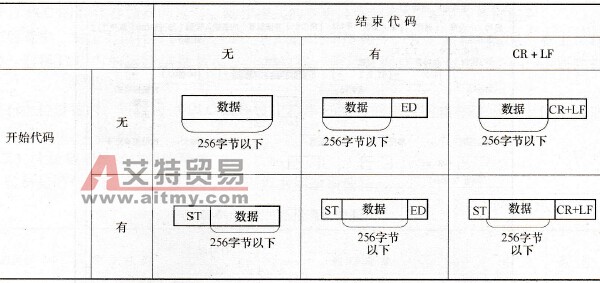
开始代码和结束代码之间的数据用 TXD 指令进行发送,或者将插入开始代码及结束代码之间的数据用 RXD 指令进行接收。当按照 TXD 指令发送时,将数据从 I/O 存储器中读取后发送。按照...
阅读更多
某电液控制系统中有两个动力头,其工作流程如图 5-17 所示。 图 5-17 动力头工作流程 由工作流程可知各动力头的工作步数和转换条件。每个动力头的步与步之间的转换是单向进行的,...
阅读更多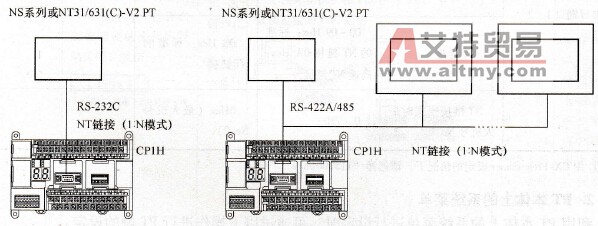
CP1H 系列 PLC 在 PT (可编程终端)及 NT 链接( 1 台链接多台的 1 : N 模式)下可进行通信,具体链接如图 6-7 所示。但在 NT 链接( 1 : 1 模式)下不能进行通信。 PT 为 NT311631(C)- V2 系列...
阅读更多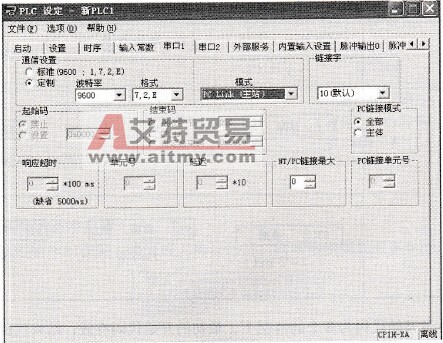
NT 链接可以通过 PLC 系统设定及 PT 本体上的系统菜单进行设定。 1 . PLC 系统设定 图 6-8 所示为 PLC 系统设置界面。 PLC 系统设定的内容、初始值及其他条件见表 6-5 。 图 6-8 PLC 系统设定...
阅读更多PLC CPU 单元的串行网关功能的规格见表 6-15 。 表 6-15 PLC CPU 单元的串行网关功能的规格 项 目 内 容 预转换数据 FINS命令(通过 FINS网络、上位链接FINS、工具总线、NT链接、CPU总线进 行接...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则