

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介本设计主要用点对点 PPI 通信方式,解决两个 PLC 之间的通信,用网络读指令 NETR 、网络写指令 NETW 完成打包机控制系统的设计。 3 个从机负责打包并计数,主机负责分流并读取从机累计
本设计主要用点对点PPI通信方式,解决两个PLC之间的通信,用网络读指令NETR、网络写指令NETW完成打包机控制系统的设计。3个从机负责打包并计数,主机负责分流并读取从机累计数且复零。这里只介绍二号站主机与三号站从机之间的PPI通信。 本设计使用PC/PPI电缆、TP270、打包机和控制按钮等,PLC选择S7 - 200小型系列CPU 224,编制PLC的输入/输出分配表:从机输入/输出分配表和主机输入/输出分配表分别如表5-15和表5-16所示。 表5-15 从机I/O分配表
编号 地址 说明 功能 1路数字输出 1 Q0.1 电磁阀 控制打包机 1路数字输入 1 I0.0 开关 启动从机 表5-16 主机I/O分配表
编号 地址 说明 功能 2路数字输出 1 Q0.0 电磁阀 分流到打包机1号 2 Q0.1 电磁阀 分流到打包机2号 3路数字输入 1 I0.0 开关 2 I0.1 1号从机反馈信号 控制1号从机 3 I0.2 2号从机反馈信号 控制2号从机 (1)控制流程图如图5-26所示。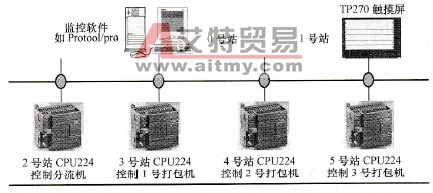 图5-26 控制流程图 (2)3号站从机任务表,如表5-17所示。 表5-17 3号站从机任务表
图5-26 控制流程图 (2)3号站从机任务表,如表5-17所示。 表5-17 3号站从机任务表
VB100 B R R R R C F G 控制 VB101 打包完的包装数 状态MSB VB102 - LSB 从机自主工作,把控制的内容都存入VB100,包装数存入VB101~VB102,但包装数为50时,2号主机发信号0清零,重新记录包装数,控制字存入VB3000。 VB100为控制字,B为错误指示,B=1表示打包机出错。RRRR表示错误类型;C表示打包慢;F表示供料慢;G表示无料。 (3)2号主机发送缓冲区表,如表5-18所示,即网络写NETW指令的TBL表。 表5-18 2号主机发送缓冲区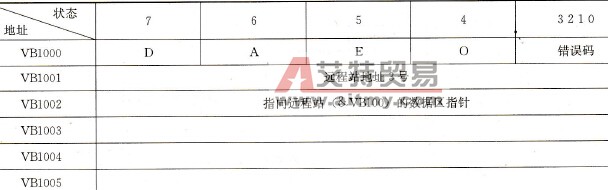
 (4)编程,3号站从机自主工作,程序暂略,主要是编写2号主机的网络读写程序,如图5-27所示。
(4)编程,3号站从机自主工作,程序暂略,主要是编写2号主机的网络读写程序,如图5-27所示。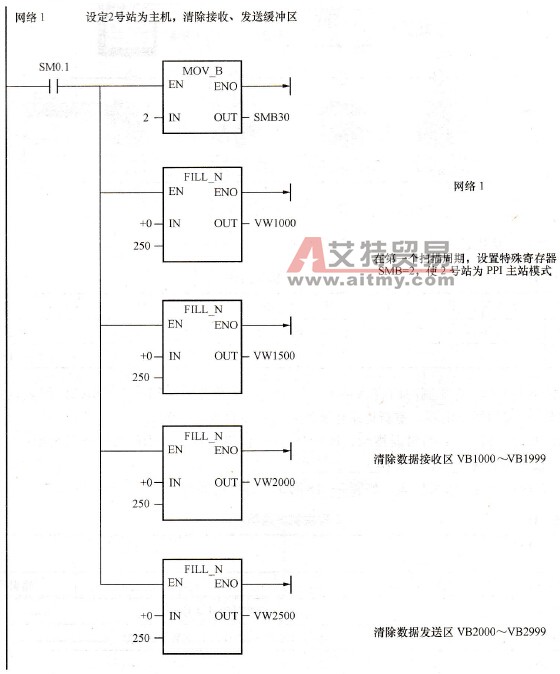
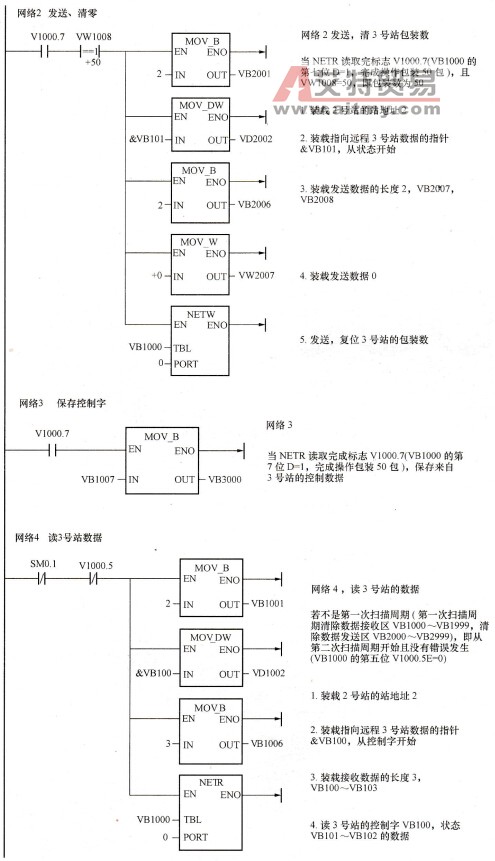 图5-27 梯形图
图5-27 梯形图

 PLC编程的基本规则
PLC编程的基本规则





