可编程序控制器中所有指令的集合就称为它的指令系统。指令系统是表征 PLC 性能的重要指标,它的格式、功能与硬件紧密联系,而且直接影响程序的编制,从而影响机器系统的应用范...
阅读更多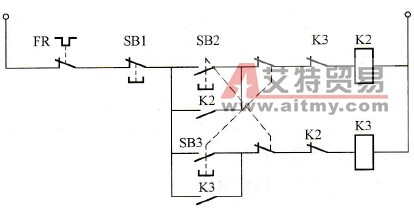
在实际应用中,往往要求各类生产机械能改变运动方向,具有上下、前后、左右等相反方向的运动,如镗床或车床工作台的前进与后退,起重机起吊重物的上升与下降,电梯的上升与下...
阅读更多(1) 位元件与字元件 X 、 Y 、 M 、 S 等只处理 ON/OFF 信息的软元件称为位元件; T 、 C 、 D 等处理数值的软元件称为字元件,一个字元件由 16 位二进制数组成。 位元件可以通过组合使用...
阅读更多利用计算机编程软件 STEP 7-Micro/Win 32 提供的不同的编程语言(编辑器),可以充分利用这些指令创建控制程序,两种指令集和所选编程语言的可能组合如表 3.12 所示。此外,工业软件中...
阅读更多
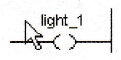
本节使用一个按钮控制实现电动机的启动和停止。第一次按下按键,输出开的状态。第二次按下该按钮,输出关的状态,如此循环,实现电动机的启动和停止。该实例的设计思想可用于...
阅读更多
条件跳转指令 CJ (P) 的编号为 FNC00 ,操作数为指针标号 P0 ~ P127 ,其中 P63 为 END 所在步序,不需标记。指针标号允许用变址寄存器修改。 CJ 和 CJP 都占 3 个程序步,指针标号占 1 步。...
阅读更多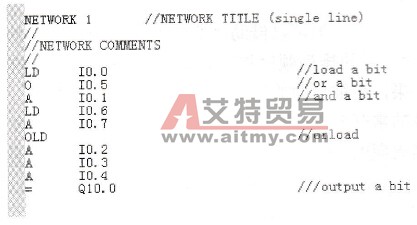
语句表 (STL) 语言类似于计算机的汇编语言,特别适合于来自计算机领域的工程人员。用指令助记符创建用户程序,属于面向机器硬件的语言, STEP 7-Micro/Win32 的语句表如图 3.11 所示。...
阅读更多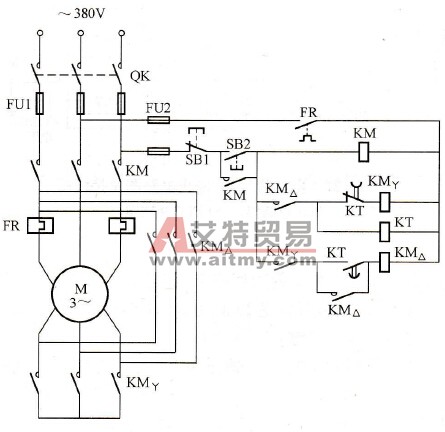
一、工作原理 电动机绕组接成三角形时,每相绕组所承受的电压是电源的线电压 (380V) ;接成星形时,每相绕组所承受的电压是电源的相电压 (220V) 。因此,对于正常运行时定子绕组接...
阅读更多
子程序调用指令 CALL 的编号为 FNC01 。操作数为 P0 ~ P127 ,此指令占用 3 个程序步。 子程序返回指令 SRET 的编号为 FNC02 。无操作数,占用 1 个程序步。 子程序调用指令格式为: 子程序...
阅读更多
梯形图 ( LAD) 最接近于继电接触控制系统中的电气控制原理图,是应用最多的一种编程语言。 与计算机的语言相比,梯形图可以看作是 PLC 的高级语言,几乎不用去考虑系统内部的结构...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则