PLC 型号的选择可从以下几个方面考虑。 1 .对 I/O 点数的选择 要先弄清楚控制系统的 I/O 总点数,再按实际所需总点数的 15%~20% 流出备用量(为系统的改造留有余地)后确定所需 PLC 的...
阅读更多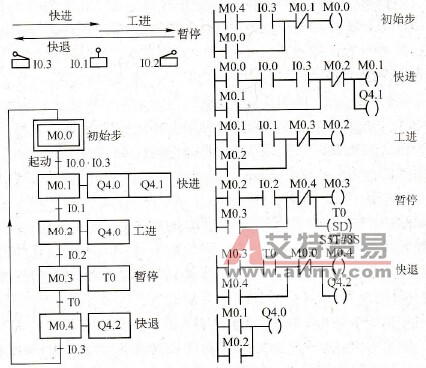
图 5-21 给出了图 5-12 中的液压动力滑台的进给运动示意图、顺序功能图和梯形图。在初始状态时动力滑台停在左边,限位开关 I0.3 为 1 状态。按下起动按钮 I0.0 ,动力滑台在各步中分别...
阅读更多
下面介绍设计梯形图的输出电路部分的方法。因为步是根据输出变量的状态变化来划分的,它们之间的关系极为简单,可以分为两种情况来处理: 某一输出量仅在某一步中为 1 状态,例...
阅读更多
在数控机床中,输入 / 输出信号的传递,一般都要通过 PLC 的 I/O 接口来实现,因此,许多故障都会在 PLC 的 I/O 接口这个通道上反映出来。数控机床的这种特点为故障诊断提供了方便,...
阅读更多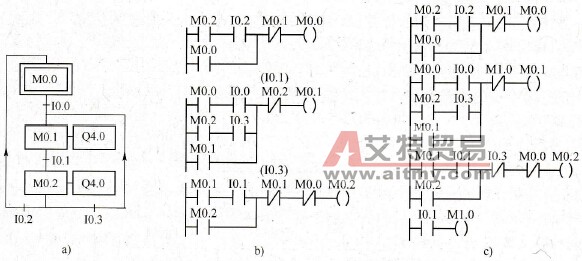
如果在顺序功能图中有仅有两步组成的小闭环(见图 5-24a ),用起保停电路设计的梯形图不能正常工作。 例如 M0.1 和 I0.1 均为 1 时, M0.2 的起动电路接通,但是这时与 M0.2 的线圈串联...
阅读更多在 CPU 属性对话框的“保持存储器”选项卡中,默认的设置是 MB0~MB15 被设置为有断电保持功能。在 PLC 上电或由 STOP 模式切换到 RUN 模式时, CPU 调用组织块 OB100 ,执行下面的程序: L...
阅读更多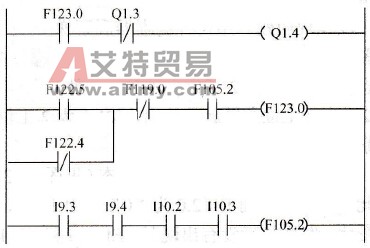
根据 PLC 的梯形图来分析和诊断故障是解决数控机床外围故障的基本方法。用这种方法诊断机床故障首先应该搞清机床的工作原理、动作顺序和联锁关系,然后利用 CNC 系统的自诊断功能...
阅读更多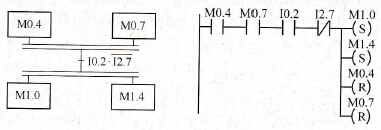
使用置位复位指令的顺序控制梯形图编程方法又称为以转换为中心的编程方法。图 5-28 给出了顺序功能图与梯形图的对应关系。实现图中的转换需要同时满足两个条件: 图 5-28 使用置位...
阅读更多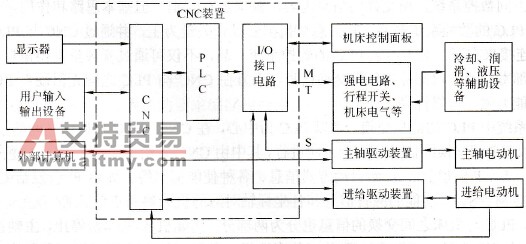
数控系统内部处理的信息大致可分为两大类:一是控制坐标轴运动的连续数字信息,这种信息主要由 CNC 系统本身去完成;另一类是控制刀具更换、主轴起停、换向变速、零件装卸、切...
阅读更多
有些 PLC 发生故障时,查看输入 / 输出及标志状态均为正常,此时必须通过 PLC 动态跟踪,实时观察输入 / 输出及标志状态的瞬间变化,根据 PLC 的动作原理作出诊断。 [ 实例 ] 配备 SI...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则