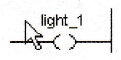
并行分支与汇合结构是多个分支情况下,当满足转移条件后必须同时执行各分支程序。并行分支与汇合结构编程的原则是先集中处理并行分支开始,再集中进行汇合处理。图 5-21 是一个...
阅读更多
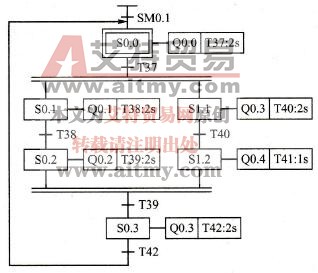
①指令格式。 梯形图与指令表格式及可用操作数见表 4-8 。 表 4-8 O 、 ON 指令格式 ②指令功能。 O :单个常开触点并联连接指令,执行逻辑或运算。 ON :单个常闭触点并联连接指令,...
阅读更多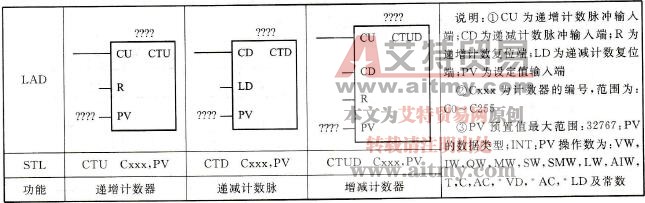
计数器指令的梯形图、指令表格式见表 4-13 。可用操作数见表 4-14 。 表 4-13 计数器的梯形图、指令表格式 表 4-14 计数器的可用操作数...
阅读更多S7-200 系列 PLC 既可使用 SIMATIC 指令集,又可使用 IEC1131-3 指令集。 SIMATIC 指令集是西门子公司专为 S7-200 系列 PLC 设计的, STEP 7-MicrolWIN32 编程软件中可使用的 3 个编程器 ( LAD 、 STL 、...
阅读更多
①指令功能。 ALD :实现多个指令块的“与”运算。 OLD :实现多个指令块的“或”运算。 指令块:两个以上的触点经过并联或串联后组成的结构,如图 4-12 所示。 图 4-12 梯形图中的指...
阅读更多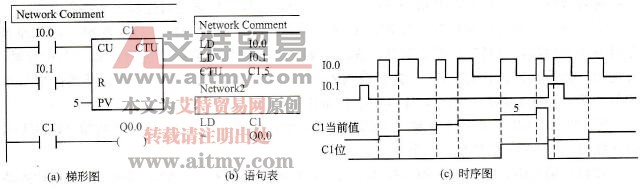
增计数器的当前值只能增加,在计数值达到最大值 32767 时,计数器停止计数。其应用如图 4-23 所示。 图 4-23 增计数器 CTU 的应用 ① PLC 上电后的第一个扫描周期,计数器位为断开 (OFF...
阅读更多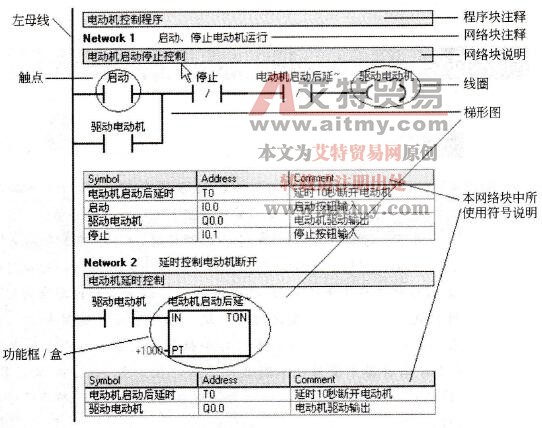
在编程软件的梯形图视图中,程序被分为一个个的网络段 (Network n) 。每一个网络中是具体功能的实现。在整个程序中包括许多注释,如程序块的注释、网络段的注释、每一个元件的注释...
阅读更多
在 PLC 中,由于遵循 CPU 的扫描工作方式,程序执行过程中所有的输入触点和输出触点的状态均取自 I/O 映像寄存器,统一读入或统一输出,这种方式使 PLC 的 I/O 有一定的时间延迟。为加...
阅读更多
减计数器的当前值需要在计数前进行赋值,即将预置值 PV 赋给当前值,然后当前值递减,直到为 0 时,计数器位闭合。其应用如图 4-24 所示。 图 4-24 减计数器 CTD 的应用 ① PLC 上电后的...
阅读更多
在编程软件的指令表视图中,程序也分为一个个的网络段,这样可方便地与梯形图进行转换。即在编程软件中输入 PLC 梯形图程序,经编译无误后点击指令表视图,系统自动生成与梯形...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则