Q 系列 PLC 除了梯形图、语句表编程方式之外,还可执行 SFC 程序。 SFC 是为了满足结构化和标准化而设计的编程语言。它的特点是,将控制对象的一连串动作直接用程序表示出来,从而...
阅读更多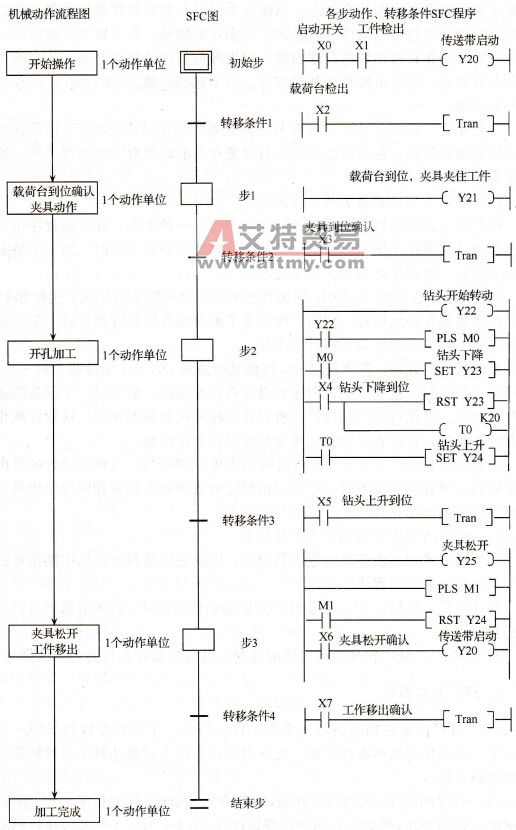
一个 SFC 图是由描述设备一系列动作中的每一个动作处理的步和一个动作转向下一个动作的转移条件组成。此外可用梯形图方式描述每个步和转换条件的具体逻辑关系。 SFC 程序的动作,...
阅读更多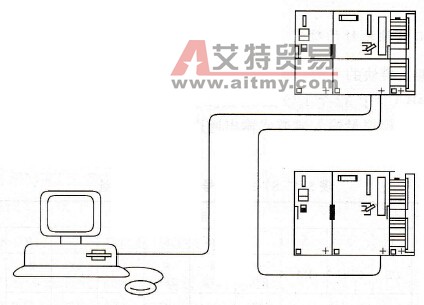
SIMATIC S7-300 PLC 是模块化结构设计,各种单独模块之间可进行广泛组合和扩展。系统的主要组成包括: 1) 中央处理单元 (CPU) : SIMATICS7- 300 提供了多种不同性能的 CPU ,以满足用户不同的...
阅读更多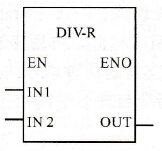
梯形图指令由元素和方块图组成,它们以图形方式连接形成程序段。元素和方块图分为下列几组: ①元素指令:使用不含地址或参数的单个元素表示某些梯形逻辑指令,如: -|JNOT|- ,...
阅读更多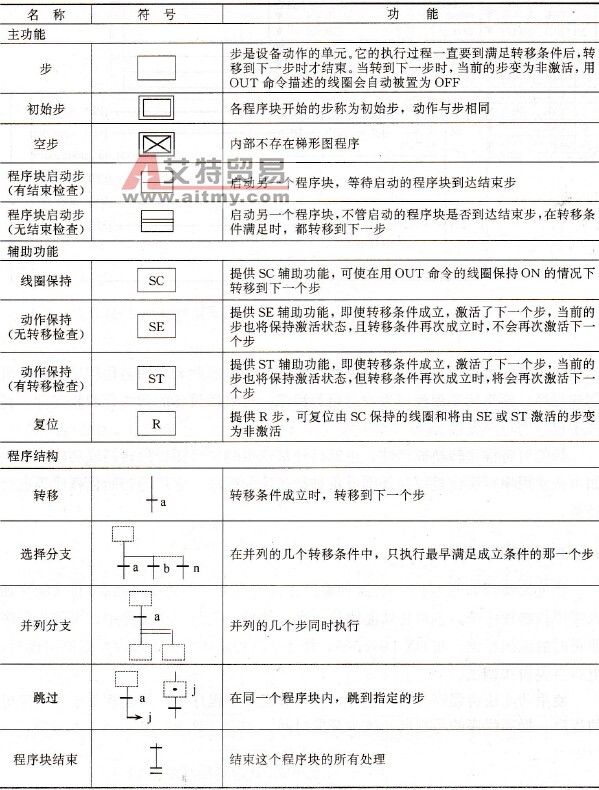
SFC 图的动作见表 4-8 。 表 4-8 SFC 图的结构符号...
阅读更多S7-300 的模块化组合结构,可根据应用对象的不同,选用不同型号和不同数量的模块,并可以将这些模块安装在同一机架(导轨)或多个机架上。与 CPU3121FM 和 CPU313 配套的模块只能装在...
阅读更多一般情况下,指令的操作数在 PLC 的存储器中,此时的操作数由操作数标识符和参数组成。操作标识符由主标识符和辅助标识符组成。主标识符有: I (输入过程映像存储区), Q (输...
阅读更多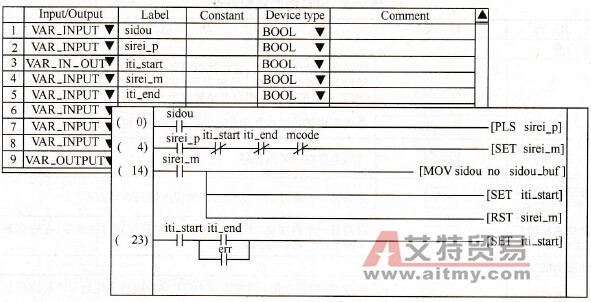
标签编程是一种使程序标准化的编程方法,如图 4-3 所示。 图 4-3 标签编程 使用标签编程时,用户在系统配置前,无需考虑软元件的名称和地址,就可创建程序。使用标签编程可生成通...
阅读更多
根据机架上模块的类型,地址可以为输入 (I) 或输出 (O) 。数字 I/O 模块每个槽划分为 4B (等于 32 个 I/O 点)。模拟 I/O 模块每个槽划分 16B (等于 8 个模拟量通道),每个模拟量输入通...
阅读更多操作数是指令的操作或运算对象。所谓寻址方式是指令得到操作数据的方式,可以直接或简介给出。 S7 有四种寻址方式,它们分别是:立即寻址、存储器寻址存储器间接寻址和寄存器间...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则