FX2N 系列 PLC 的定时器见表 2-16 。定时器在 PLC 中的作用相当于一个时间继电器,它有一个设定值寄存器(一个字长),一个当前值寄存器(一个字长)及无数个触点(一个位)。对于每...
阅读更多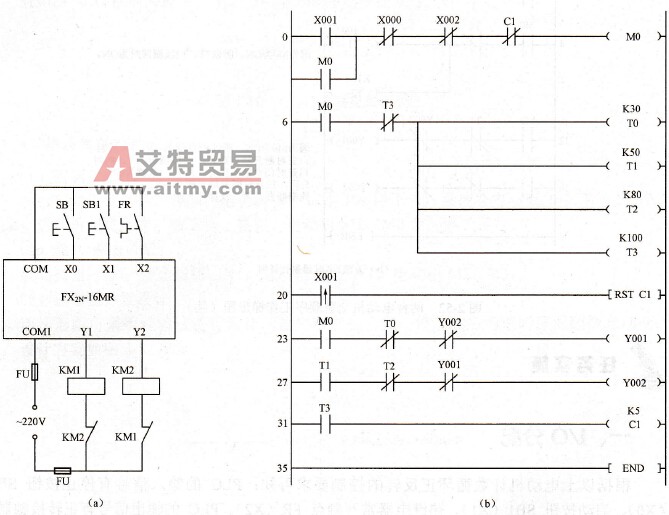
一、 I/O 分配 根据以上电动机计数循环正反转的控制要求可知: PLC 的输入信号有停止按钮 SB(X0) 、启动按钮 SB1 (X1) 、热继电器常开触点 FR (X2) 。 PLC 的输出信号有正转接触器 KM1 (Y1) 、...
阅读更多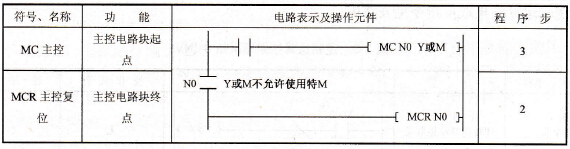
在编程时,经常会遇到许多线圈同时受一个或一组触点控制的情况,如果在每个线圈的控制电路中都串入同样的触点,将占用很多存储单元,主控指令可以解决这一问题。使用主控指令...
阅读更多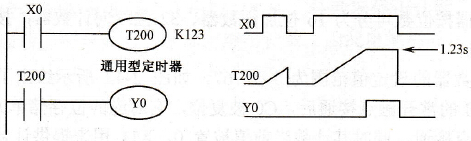
100ms 定时器的设定值范围为 0.1s ~ 3276.7s ; 10ms 定时器的设定值范围为 0.01s ~ 327.67s ; 1ms 定时器的设定值范围为 0.001s ~ 32.767s 。如图 2-40 所示为通用型定时器的工作原理图,当驱动...
阅读更多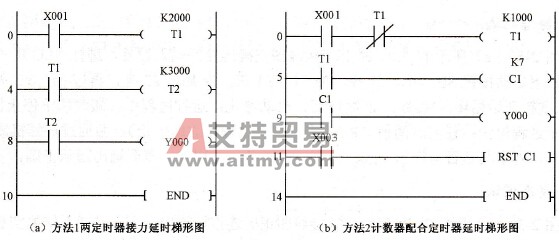
FX2N 系列 PLC 定时器的延时都有一个最大值,如 100ms 的定时器最大延时为 3276.7s 。若工程中所需要的延时大于选定的定时器的最大值,则可采用多个定时器接力延时,即先启动一个定时...
阅读更多
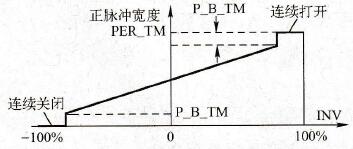
逻辑运算结果取反指令见表 2-9 。 表 2-9 逻辑运算结果取反指令 INV INV 指令在梯形图中用一条 45 °的短斜线来表示,它将使无该指令时的运算结果取反,如运算结果为 0 将它变为 1 ,如...
阅读更多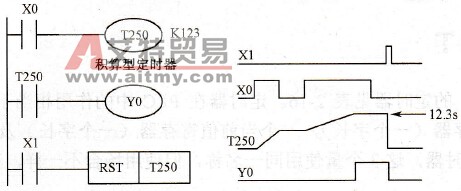
如图 2-41 所示为积算定时器工作原理图,当定时器线圈 T250 的驱动输入 X0 接通时, T250 的当前值计数器开始累积 100ms 的时钟脉冲的个数,当该值与设定值 K123 相等时,定时器的常开触...
阅读更多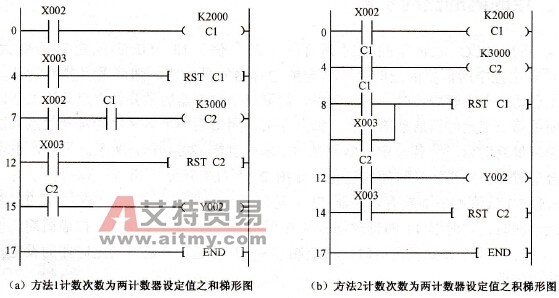
FX2N 系列 PLC 的 16 位计数器的最大值计数次数为 32767 。若工程中所需要的计数次数大于计数器的最大值,则可以采用 32 位计数器,也可采用多个计数器接力计数,即先用计数脉冲启动一...
阅读更多随着微处理器、计算机和数字通信技术的飞速发展,计算机控制已经广泛地应用在几乎所有的工业领域。现代社会要求制造业对市场需求作出迅速的反应,生产出小批量、多品种、多规...
阅读更多
输出继电器一般也都有一个 PLC 的输出端子与之对应,它是用来将输出信号传送到负载的接口,用于驱动负载。当输出继电器的线圈得电时,对应的输出端子接通,负载电路开始工作。...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则