

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介有些生产机械不但要求将工作台(或运动部件)限定于一个可靠的安全工作范围之内,还需要工作台能在一定(预先设定好)的行程内自动往返运动,无需人工介入,以便实现对工件的
有些生产机械不但要求将工作台(或运动部件)限定于一个可靠的安全工作范围之内,还需要工作台能在一定(预先设定好)的行程内自动往返运动,无需人工介入,以便实现对工件的连续加工,提高生产效率。这就需要电气控制线路能对电动机实现自动换接正反转控制。
1.自动往返控制线路的电气图
由位置开关控制的工作台自动往返控制线路如图6-32所示,图6-33所示为工作台自动往返运动的示意图。

图6-32 工作台自动往返控制线路

图6-33 工作台自动往返运动示意图
为了使电动机的正反转控制与工作台的左右运动相配合,在控制线路中设置了四个位置开关SQ1、SQ2、SQ3和SQ4,并把它们安装在工作台需要限位的地方。其中SQ1、SQ2被用来自动换接电动机的正反转控制电路,以实现工作台的自动往返行程控制:SQ3、SQ4被用来作为终端保护,以防止在SQ1、SQ2失灵的情况下工作台越过极限位置而造成人身危险及设备损坏。在工作台两端的T型槽中装有两块挡铁,挡铁l用于与SQ1、SQ3相碰撞以检测左位置信号,挡铁2用于与SQ2、SQ4相碰撞以检测右位置信号。当工作台运动到所限定位置时,挡铁碰撞对应的行程开关,使其触点动作,自动换接电动机正反转控制电路,通过位置开关的机械机构动作使工作台自动往返运动。工作台的行程范围可通过移动挡铁位置来调节,拉开两块挡铁之间的距离,行程就长,反之则短。
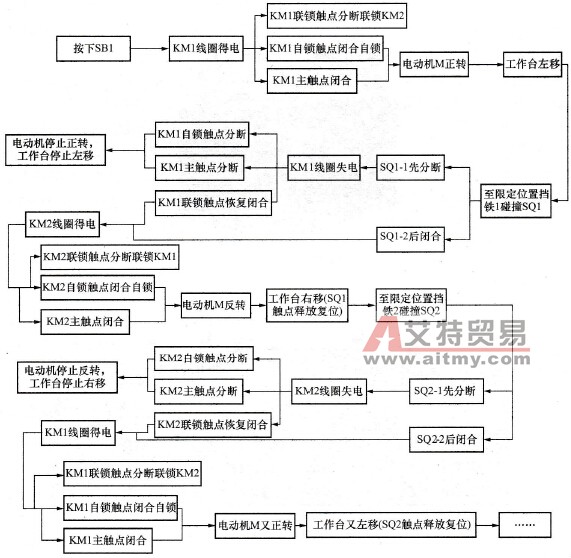
线路的工作原理简述如下:先合上电源开关QS。
以后重复上述过程,工作台就在限定的行程内自动往返运动。
停止时,只需按下SB3,整个控制电路就随之失电,KM1(或KM2)主触点分断,致使电动机M失电停转,工作台停止运动。
这里SB1、SB2分别作为正转起动按钮和反转起动按钮,若起动时工作台位于左端,则只能按下SB2进行反向(向右)起动,反之亦然。
2.PLC的I/O分配表
上述电路中,输入设备有热继电器辅助触点FR、停止按钮SB3、左极限位置开关SQ3、右极限位置开关SQ4、左行程限位开关SQ1(常闭SQ1-1和常开SQ1-2)、右行程限位开关(常闭SQ2-1和常开SQ2-2)以及正转起动按钮SB1和反转起动按钮SB2;输出设备有正转交流接触器线圈KM1和反转交流接触器线圈KM2。根据以上输入/输出设备列出用PLC控制该系统所需的I/O地址分配表如表6-6所示。
表6-6 用PLC控制自动往返系统的I/O分配表


3.PLC外围接线图
根据以上为PLC配置的I/O地址分配表绘制出该控制系统的PLC外围接线图,如图6-34所示。

图6-34 PLC控制工作台自动往返系统接线图
4.绘制梯形图及指令表
根据I/O分配表和PLC系统接线图结合继电接触式控制电路采用“电路移植法”绘制出梯形图及指令表程序,如图6-35所示。

图6-35 自动往返控制梯形图及指令表程序
(a)梯形图;(b)指令表 自动循环往返控制梯形图程序的动态运行过程如图6-36所示,其工作原理与位置控制梯形图程序的执行过程基本相同,具体不再介绍,请结合电气控制图的工作原理和程序的动态运行图自行分析。

图6-36 自动往返控制梯形图程序动态运行图

 PLC编程的基本规则
PLC编程的基本规则





