

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介轴承是机械工程与工业最重要的产品,在汽车工业、机械加工和制造工业中起着不可替代的重要作用。最具代表性的滚动轴承,它用途广泛,可承受径向负荷与双向轴向负荷,适用于高
轴承是机械工程与工业最重要的产品,在汽车工业、机械加工和制造工业中起着不可替代的重要作用。最具代表性的滚动轴承,它用途广泛,可承受径向负荷与双向轴向负荷,适用于高速旋转及要求低噪声、低振动的场合。带钢板防尘盖或橡胶密封圈的密封型轴承内预先充填了适量的润滑脂;外圈带止动环或凸缘的轴承,既容易轴向定位,又便于外壳的安装。 一、检测和分拣系统结构 轴承检测和分拣系统框图如图4-13所示。 图4-13 轴承检测和分拣系统框图 轴承检测和分拣系统包括轴承部件(具有各种型号和尺寸的轴承)、传动装置(一般为匀速传动装置)、测量装置(为LS-7000系列激光测量传感器测量头)、测量控制器(为LS-7000系列配套控制器)、数据处理控制器(为PLC)和执行机构(为电磁闸门)。 轴承检测和分拣流程如图4-14所示。
图4-13 轴承检测和分拣系统框图 轴承检测和分拣系统包括轴承部件(具有各种型号和尺寸的轴承)、传动装置(一般为匀速传动装置)、测量装置(为LS-7000系列激光测量传感器测量头)、测量控制器(为LS-7000系列配套控制器)、数据处理控制器(为PLC)和执行机构(为电磁闸门)。 轴承检测和分拣流程如图4-14所示。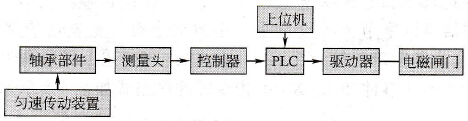 图4-14 轴承检测和分拣流程 由于轴承部件的生产量较大,人工检测难以保证全部高质量检测,因此引入高精度激光检测控制系统是自动化发展的必然结果。根据轴承检测和分拣流程,可提出两套测试方案:匀速测量方案和峰值测量方案。 二、轴承部件匀速测量方案 该方案采用夹具固定轴承,将其置于匀速的带机上传送,进入测量区域时,激光测量传感器(LS-7000)大量采样测量值,经控制器上的RS-232接口输入PLC中,再通过PLC和上位机的通信,得出判断信号,该信号为控制信号,控制驱动电磁闸门,决定轴承流向。图4-15示出的为夹具固定轴承示意图。
图4-14 轴承检测和分拣流程 由于轴承部件的生产量较大,人工检测难以保证全部高质量检测,因此引入高精度激光检测控制系统是自动化发展的必然结果。根据轴承检测和分拣流程,可提出两套测试方案:匀速测量方案和峰值测量方案。 二、轴承部件匀速测量方案 该方案采用夹具固定轴承,将其置于匀速的带机上传送,进入测量区域时,激光测量传感器(LS-7000)大量采样测量值,经控制器上的RS-232接口输入PLC中,再通过PLC和上位机的通信,得出判断信号,该信号为控制信号,控制驱动电磁闸门,决定轴承流向。图4-15示出的为夹具固定轴承示意图。 图4-15 夹具固定轴承示意 轴承在夹具的固定下通过带匀速传送,第一次经过LS-7000时,控制器选择外径测量模式,LS-7000采样的数值通过控制器的RS-232输出给PLC。LS-7000和PLC之间的连接需要一个转换器,SIEMENS公司RS-232/RS-485通信电缆(PC/PPI电缆)本身能够完成RS-232与RS-485的隔离转换。上位机也用同样的方式与PLC通信,将外径和圆度计算的程序输入PLC,在PLC读取了控制器传送的采样数据后,调用上位机的程序判别电信号,控制驱动器,若轴承不满足尺寸要求,开启闸门,滤去轴承。反之,闸门不动作,轴承继续向前传送。当轴承经过第二个传感器时,控制器选择边缘测量E模式,取其间隙值,用同样的方式得出内径值,通过PLC进行数据处理,得出判别电信号,控制驱动器,若轴承不满足尺寸要求,开启闸门,滤去轴承。反之,轴承合格,导入目标地。 (1)轴承外径与圆度测量 轴承外径与圆度测量如图4-16所示。 当轴承经带传送进入检测区域时,LS-7000采用区域选择中的DIA(直径)方式,即测量第一个阴影顶部和最后一个阴影底部之间的区域,值a,如图4-16所示。
图4-15 夹具固定轴承示意 轴承在夹具的固定下通过带匀速传送,第一次经过LS-7000时,控制器选择外径测量模式,LS-7000采样的数值通过控制器的RS-232输出给PLC。LS-7000和PLC之间的连接需要一个转换器,SIEMENS公司RS-232/RS-485通信电缆(PC/PPI电缆)本身能够完成RS-232与RS-485的隔离转换。上位机也用同样的方式与PLC通信,将外径和圆度计算的程序输入PLC,在PLC读取了控制器传送的采样数据后,调用上位机的程序判别电信号,控制驱动器,若轴承不满足尺寸要求,开启闸门,滤去轴承。反之,闸门不动作,轴承继续向前传送。当轴承经过第二个传感器时,控制器选择边缘测量E模式,取其间隙值,用同样的方式得出内径值,通过PLC进行数据处理,得出判别电信号,控制驱动器,若轴承不满足尺寸要求,开启闸门,滤去轴承。反之,轴承合格,导入目标地。 (1)轴承外径与圆度测量 轴承外径与圆度测量如图4-16所示。 当轴承经带传送进入检测区域时,LS-7000采用区域选择中的DIA(直径)方式,即测量第一个阴影顶部和最后一个阴影底部之间的区域,值a,如图4-16所示。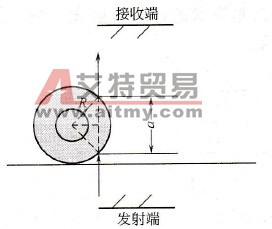 图4-16 轴承外径与圆度测量
图4-16 轴承外径与圆度测量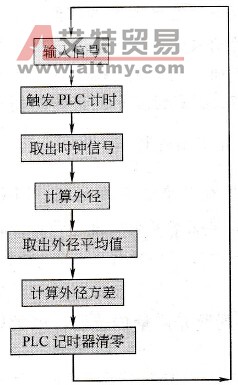 图4-17 计算流程图
图4-17 计算流程图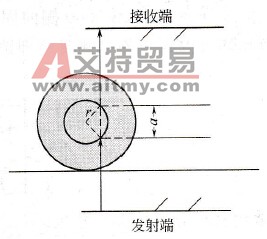 图4-18 轴承部件内径与圆度测量
图4-18 轴承部件内径与圆度测量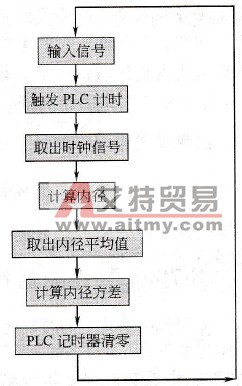 图4-19 计算流程图 此时设定带传送速度为v,从而可以通过
图4-19 计算流程图 此时设定带传送速度为v,从而可以通过![]() 得出外径的值,其中t为轴承进入测量区域开始,从0计时的值,圆度可通过求R的方差得出,计算流程图如图4-17所示。 (2)轴承部件内径与圆度测量 轴承部件内径与圆度测量如图4-18所示。 当轴承经带传送进入检测区域时,LS-7000系列采用区域选择中的SEG(片段)方式,即测量区域中物体开始测量的边缘(被称为开始边)和测量终结的边缘(被称为结束边)之间指定的区域。片段测量可以在E(边缘)模式或P(间距)模式中进行。现采用E模式,通过边缘间隙测量,仿照求外径的方法,可以得到内径
得出外径的值,其中t为轴承进入测量区域开始,从0计时的值,圆度可通过求R的方差得出,计算流程图如图4-17所示。 (2)轴承部件内径与圆度测量 轴承部件内径与圆度测量如图4-18所示。 当轴承经带传送进入检测区域时,LS-7000系列采用区域选择中的SEG(片段)方式,即测量区域中物体开始测量的边缘(被称为开始边)和测量终结的边缘(被称为结束边)之间指定的区域。片段测量可以在E(边缘)模式或P(间距)模式中进行。现采用E模式,通过边缘间隙测量,仿照求外径的方法,可以得到内径![]() ,计算流程如图4-19所示。 三、轴承部件内外径测量方案 传动装置采用导轨,该导轨呈倾斜状态,使得轴承可以紧贴着导轨的边运行。同时,导轨在LS-7000测量位置处有镂空部分,以利于光束透过,该镂空部分保持一定宽度,从而保证有足够的采样数据。LS-7000侧向固定,与导轨保持垂直状态,且发射光束的底部与导轨的上边沿相切。内径与外径测量原理图如图4-20所示。
,计算流程如图4-19所示。 三、轴承部件内外径测量方案 传动装置采用导轨,该导轨呈倾斜状态,使得轴承可以紧贴着导轨的边运行。同时,导轨在LS-7000测量位置处有镂空部分,以利于光束透过,该镂空部分保持一定宽度,从而保证有足够的采样数据。LS-7000侧向固定,与导轨保持垂直状态,且发射光束的底部与导轨的上边沿相切。内径与外径测量原理图如图4-20所示。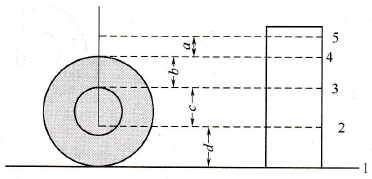 图4-20 内径与外径测量原理 图中1是导轨底部,2是倾斜导轨的上边沿,3是激光与内径顶端的切线,4是激光与轴承外边沿切线,5为激光的上边沿,2和5之间是激光光束的范围。d为固定长度,是激光器底部到激光发射区域的距离,该段内无激光;c为2和3之间的距离,6为3和4之间的距离,a为4和5之间的距离。a、b、c都可通过LS-7000系列激光测量传感器和配套控制器得出,测量模式为边缘测量E模式。由图4 20可计算得出外径
图4-20 内径与外径测量原理 图中1是导轨底部,2是倾斜导轨的上边沿,3是激光与内径顶端的切线,4是激光与轴承外边沿切线,5为激光的上边沿,2和5之间是激光光束的范围。d为固定长度,是激光器底部到激光发射区域的距离,该段内无激光;c为2和3之间的距离,6为3和4之间的距离,a为4和5之间的距离。a、b、c都可通过LS-7000系列激光测量传感器和配套控制器得出,测量模式为边缘测量E模式。由图4 20可计算得出外径![]() ,内径r=
,内径r=![]() 在PLC中设定轴承内外径基准值,若测量值不在基准值容许范围,PLC输出电信号控制驱动器,打开闸门,分流出不合格的轴承;反之,轴承合格,进入目标区域。 四、LS-7000激光测量传感器 系统采用的是基恩士(Keyence)公司的LS-7000系列激光测量传感器,该激光测量传感器特性描述如下。 (1) LS-7000系列激光测量传感器特性 LS-7000系列产品是一款高速、高精度的数字测微计,无需接触目标物即可对其尺寸进行测量。该产品用途广泛,可应用于联机测量和脱机测量。 ①特性。2400次/s的高速采样可以确保达到两倍于普通型号的采样速度。这样就可以对挤压制品进行连续测量以及对运动工件进行联机测量。重复精度为±0.15μm,配备最新的光学系统,确保两倍于普通型号的重复精度,从而为高精度产品的制造提供了有力的支持。 ②测量原则。高亮度GaN绿色LED辐射光能够通过专用的散射模组和准直仪镜头变成均匀的平行光,并照射到测量范围内的目标物上。然后目标物的影像即通过远心光学系统显示在HL-CCD(高速线性CCD)上。HL-CCD(高速线性)的输出入射信号将由控制器中的DE(数字边缘检测)处理器和CPU进行处理。因此,目标物的尺寸规格就可以被显示和输出。测量系统结构如图4-21所示。
在PLC中设定轴承内外径基准值,若测量值不在基准值容许范围,PLC输出电信号控制驱动器,打开闸门,分流出不合格的轴承;反之,轴承合格,进入目标区域。 四、LS-7000激光测量传感器 系统采用的是基恩士(Keyence)公司的LS-7000系列激光测量传感器,该激光测量传感器特性描述如下。 (1) LS-7000系列激光测量传感器特性 LS-7000系列产品是一款高速、高精度的数字测微计,无需接触目标物即可对其尺寸进行测量。该产品用途广泛,可应用于联机测量和脱机测量。 ①特性。2400次/s的高速采样可以确保达到两倍于普通型号的采样速度。这样就可以对挤压制品进行连续测量以及对运动工件进行联机测量。重复精度为±0.15μm,配备最新的光学系统,确保两倍于普通型号的重复精度,从而为高精度产品的制造提供了有力的支持。 ②测量原则。高亮度GaN绿色LED辐射光能够通过专用的散射模组和准直仪镜头变成均匀的平行光,并照射到测量范围内的目标物上。然后目标物的影像即通过远心光学系统显示在HL-CCD(高速线性CCD)上。HL-CCD(高速线性)的输出入射信号将由控制器中的DE(数字边缘检测)处理器和CPU进行处理。因此,目标物的尺寸规格就可以被显示和输出。测量系统结构如图4-21所示。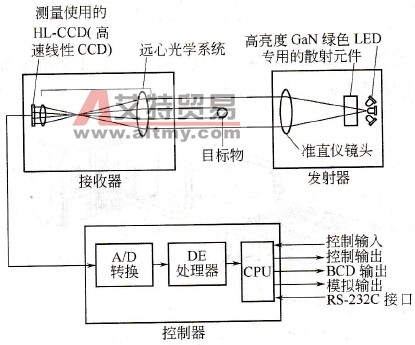 图4-21 测量系统结构图 控制器外部接线模块插座如图4-22所示。
图4-21 测量系统结构图 控制器外部接线模块插座如图4-22所示。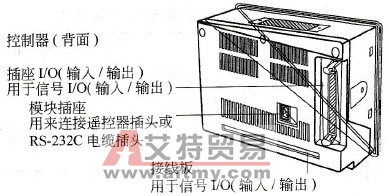 图4-22 控制器外部接线模块插座 LS-7000系列激光测量传感器安装如图4-23所示。 LS-7000系列产品具有广泛的用途,通过RS-232接口可与其他商用外围设备结合使用,连接打印机可直接打印测量结果,通过RS-232可以在PC上检索控制值或测量值,或者采用PLC输出测量值进行检索和编程,从而更改测量定时控制。 (2) LS-7000系串行指令通信 为了使LS-7000系列能够传输测量值或支持设置更改,要把PC或PLC连接模组之类的外围设备连接到LS-7000系列。下面介绍如何把PC或PLC连接模组连接到LS-7000系列。
图4-22 控制器外部接线模块插座 LS-7000系列激光测量传感器安装如图4-23所示。 LS-7000系列产品具有广泛的用途,通过RS-232接口可与其他商用外围设备结合使用,连接打印机可直接打印测量结果,通过RS-232可以在PC上检索控制值或测量值,或者采用PLC输出测量值进行检索和编程,从而更改测量定时控制。 (2) LS-7000系串行指令通信 为了使LS-7000系列能够传输测量值或支持设置更改,要把PC或PLC连接模组之类的外围设备连接到LS-7000系列。下面介绍如何把PC或PLC连接模组连接到LS-7000系列。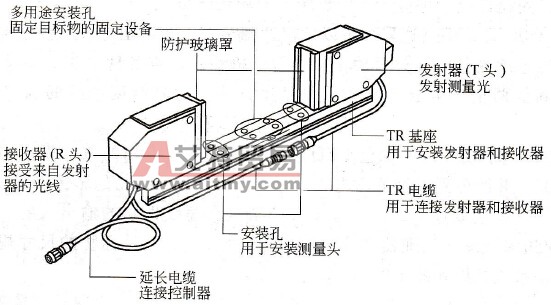 图4-23 LS-7000系列激光测量传感器安装 使用专用的OP-35382电缆(带D型9针插头)或OP-25253电缆(带D型25针插头)进行连接。连接PLC连接模组时如图4-24所示。
图4-23 LS-7000系列激光测量传感器安装 使用专用的OP-35382电缆(带D型9针插头)或OP-25253电缆(带D型25针插头)进行连接。连接PLC连接模组时如图4-24所示。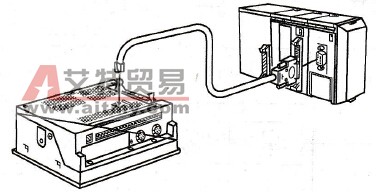 图4-24 PLC连接模组连接示意 图中左为SL-7000,右为PLC控制器。 根据要连接的PC或PLC连接模组进行以下RS-232设置,见表4-4。 表4-4 PLC连接模组的RS-232设置
图4-24 PLC连接模组连接示意 图中左为SL-7000,右为PLC控制器。 根据要连接的PC或PLC连接模组进行以下RS-232设置,见表4-4。 表4-4 PLC连接模组的RS-232设置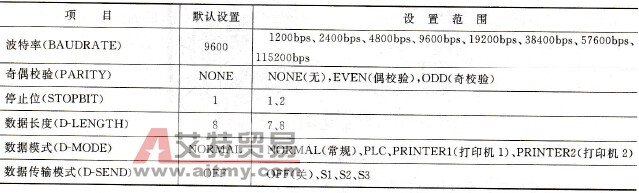 设置流程如图4-25所示。 (3) LS-7000区域设置 区域设置可以用来判断光束中不同目标物的测量结果。LS-7000系列产品最多可以使用两个测量头设置两个测量区域,即AREA(区域)1和AREA(区域)2,来进行同步测量。 ①区域设置 区域设置包括下列各项。 区域:选择测量头数目和DIA(直径)、T-EDGE(上边)、B-EDGE(底边)或SEG(片段)模式。
设置流程如图4-25所示。 (3) LS-7000区域设置 区域设置可以用来判断光束中不同目标物的测量结果。LS-7000系列产品最多可以使用两个测量头设置两个测量区域,即AREA(区域)1和AREA(区域)2,来进行同步测量。 ①区域设置 区域设置包括下列各项。 区域:选择测量头数目和DIA(直径)、T-EDGE(上边)、B-EDGE(底边)或SEG(片段)模式。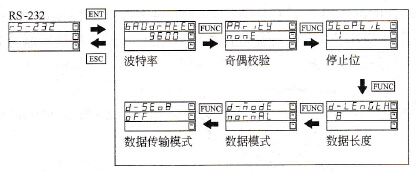 图4-25 设置流程 焦点监视器:检查目标物是否在测量范围内。使用这个功能可以设置最佳测量范围(如目标物和发射器之间的距离)。 区域检查:设置需要测量的边缘总数目。如果检测的边缘数目不符合设置值,则测量值无效。 差异检查:如果测量值之间存在较大差异,则这种差异将被检测并输出。事先应设置需要检测的测量值。 功能输出选择:设置需要通过后面板上输出端子输出的项。 边缘检测阈值变化:设置测量高度透明物体时需要检测的阈值。 ②区域设置显示流程当一个目标物位于如图4-26所示的测量区域时,进入接收器的光线将会被部分遮断,这样会形成一个阴影。阴影的轮廓被称为边缘。区域就是被边缘线所环绕的地方。 LS-7000系列产品能够测量带有区域指定或边缘指定的物体。区域指定在DIA(直径)、T-EDGE(上边)或B-EDGE(底边)模式中可以实现。而边缘指定可以在SEG(片段)模式中实现,如图4-26所示。
图4-25 设置流程 焦点监视器:检查目标物是否在测量范围内。使用这个功能可以设置最佳测量范围(如目标物和发射器之间的距离)。 区域检查:设置需要测量的边缘总数目。如果检测的边缘数目不符合设置值,则测量值无效。 差异检查:如果测量值之间存在较大差异,则这种差异将被检测并输出。事先应设置需要检测的测量值。 功能输出选择:设置需要通过后面板上输出端子输出的项。 边缘检测阈值变化:设置测量高度透明物体时需要检测的阈值。 ②区域设置显示流程当一个目标物位于如图4-26所示的测量区域时,进入接收器的光线将会被部分遮断,这样会形成一个阴影。阴影的轮廓被称为边缘。区域就是被边缘线所环绕的地方。 LS-7000系列产品能够测量带有区域指定或边缘指定的物体。区域指定在DIA(直径)、T-EDGE(上边)或B-EDGE(底边)模式中可以实现。而边缘指定可以在SEG(片段)模式中实现,如图4-26所示。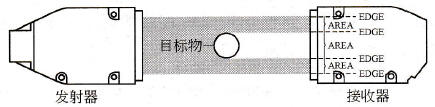 图4-26 边缘指定SEG(片段)模式 当LS-7000系列产品正在执行DIA(直径)测量操作时,可以测量圆柱或透明物体的外径。如图4-27所示,第一个阴影的顶部和最后一个阴影的底部之间的区域被测量。
图4-26 边缘指定SEG(片段)模式 当LS-7000系列产品正在执行DIA(直径)测量操作时,可以测量圆柱或透明物体的外径。如图4-27所示,第一个阴影的顶部和最后一个阴影的底部之间的区域被测量。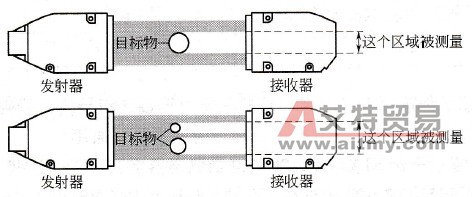 图4-27 区域指定DIA(直径)测量 选择区域设置用来进行间隙测量或定位滚筒。当LS-7000系列产品进行T-EDGE(上边)测量操作时,它可以测量区域顶部和光束中第一个阴影之间明亮部分的宽度。当LS-7000系列产品进行B-EDGE(底边)测量操作时,它可以测量测量区域底部和光束中最后一个物体底部之间明亮部分的宽度,如图4-28所示。
图4-27 区域指定DIA(直径)测量 选择区域设置用来进行间隙测量或定位滚筒。当LS-7000系列产品进行T-EDGE(上边)测量操作时,它可以测量区域顶部和光束中第一个阴影之间明亮部分的宽度。当LS-7000系列产品进行B-EDGE(底边)测量操作时,它可以测量测量区域底部和光束中最后一个物体底部之间明亮部分的宽度,如图4-28所示。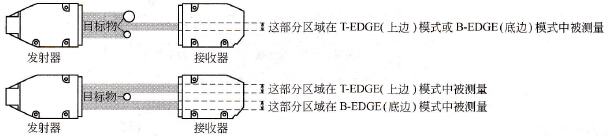 图4-28 T-EDGE(上边)测量与B-EDGE(底边)测量 选择这种设置可以测量圆盘的内径或测量间距。如果测试物体需要设置光轴的虚拟中心,则使用边缘。设置范围(为边缘或间距数目)可以指定在-127和127之间,边缘或间距数目的复制指定可以将测量值设置为0,如果边缘或间距被反方向指定,则可以获得负的测量值。LS-7000系列产品在这种模式中可以基于边缘测量物体。 五、LS-7000与PLC通信 PLC上配有接口,与上位计算机RS-232的接口相连需要一个转换器。SIEMENS公司RS-232/RS-485通信电缆(PC/PPI电缆)本身能够完成RS-232与RS-485的隔离转换。数据传输时的速率通过电缆盒上的DIP开关进行设置,其波特率可为600~38400bps。当数据从RS-232传送到RS-485口时,PC/PPI电缆为发送模式。当数据从RS-485传送到RS-232口时,PC/PPI为接收模式。当检测到RS-232的发送线有字符时,电缆立即从接收模式转换到发送模式。以上过程都由硬件来完成,无需软件参与实现。 LS-7000系列具有RS-232C通信功能。下面这一部分将介绍LS-7000系列的RS-232C通信规格,并概述相关的通信设置,这些设置随所连接的设备而异。可用插座规格为带8针插头的模块插座端子排列,如表4-5所示。 表4-5 LS-7000通信RS-232端子
图4-28 T-EDGE(上边)测量与B-EDGE(底边)测量 选择这种设置可以测量圆盘的内径或测量间距。如果测试物体需要设置光轴的虚拟中心,则使用边缘。设置范围(为边缘或间距数目)可以指定在-127和127之间,边缘或间距数目的复制指定可以将测量值设置为0,如果边缘或间距被反方向指定,则可以获得负的测量值。LS-7000系列产品在这种模式中可以基于边缘测量物体。 五、LS-7000与PLC通信 PLC上配有接口,与上位计算机RS-232的接口相连需要一个转换器。SIEMENS公司RS-232/RS-485通信电缆(PC/PPI电缆)本身能够完成RS-232与RS-485的隔离转换。数据传输时的速率通过电缆盒上的DIP开关进行设置,其波特率可为600~38400bps。当数据从RS-232传送到RS-485口时,PC/PPI电缆为发送模式。当数据从RS-485传送到RS-232口时,PC/PPI为接收模式。当检测到RS-232的发送线有字符时,电缆立即从接收模式转换到发送模式。以上过程都由硬件来完成,无需软件参与实现。 LS-7000系列具有RS-232C通信功能。下面这一部分将介绍LS-7000系列的RS-232C通信规格,并概述相关的通信设置,这些设置随所连接的设备而异。可用插座规格为带8针插头的模块插座端子排列,如表4-5所示。 表4-5 LS-7000通信RS-232端子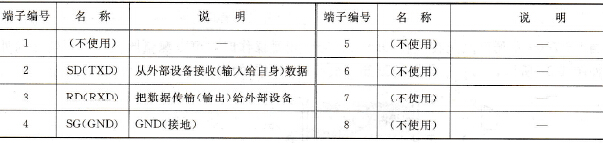 所有不使用的端子都应断开,不要在这些端子上连接任何导线,否则LS-7000系列可能会出现故障。SG端子通过扼流圈与0V电源端子内部连接(通用)。 RS-232通信规格 符合EIA RS-232C(调制解调器定义),见表4-6。 根据连接设备进行环境设置。RS-232C按以下步骤进行RS-232C接口的通信设置以及外围设备的相关设置。RS-232C接口的通信设置随连接的外围设备或所需输出类型而不同,可以对以下项目进行设置。 表4-6 EIA RS-232C规格
所有不使用的端子都应断开,不要在这些端子上连接任何导线,否则LS-7000系列可能会出现故障。SG端子通过扼流圈与0V电源端子内部连接(通用)。 RS-232通信规格 符合EIA RS-232C(调制解调器定义),见表4-6。 根据连接设备进行环境设置。RS-232C按以下步骤进行RS-232C接口的通信设置以及外围设备的相关设置。RS-232C接口的通信设置随连接的外围设备或所需输出类型而不同,可以对以下项目进行设置。 表4-6 EIA RS-232C规格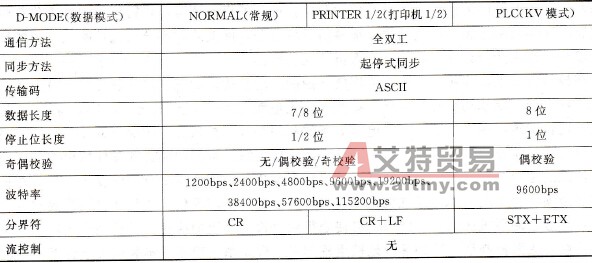 波特率:把数据传输速度设置为1200bps、2400bps、4800bps、9600bps、19200bps、38400bps、57600bps或115200bps。 奇偶校验:把奇偶校验设置为NONE(无)、EVEN(偶校验)或ODD(奇校验)。 停止位:把停止位长度设置为1或2。 数据长度:把传输数据长度设置为7或8。 数据模式:根据连接的外围设备情况把数据模式设置为标准、PLC、打印机1或打印机2。 数据传输模式:把数据传输模式设置为OFF(关)、S1、S2或S3。 连接设置如表4-7所示。 表4-7 PLC连接设置
波特率:把数据传输速度设置为1200bps、2400bps、4800bps、9600bps、19200bps、38400bps、57600bps或115200bps。 奇偶校验:把奇偶校验设置为NONE(无)、EVEN(偶校验)或ODD(奇校验)。 停止位:把停止位长度设置为1或2。 数据长度:把传输数据长度设置为7或8。 数据模式:根据连接的外围设备情况把数据模式设置为标准、PLC、打印机1或打印机2。 数据传输模式:把数据传输模式设置为OFF(关)、S1、S2或S3。 连接设置如表4-7所示。 表4-7 PLC连接设置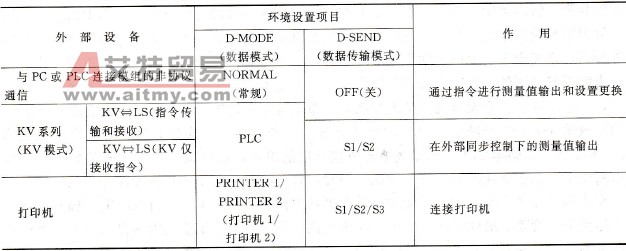

 PLC编程的基本规则
PLC编程的基本规则





