

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介①创建 FC1 和 FC2 。进入 STEP 7 程序电动机的正反转控制的 Blocks ,在右边工作区空白处点击鼠标右键,执行命令 Insert New Object Function, 定义 FC1 后,点击 OK ,即在 Blocks 工作区创建了程序
①创建FC1和FC2。进入STEP 7程序电动机的正反转控制的Blocks,在右边工作区空白处点击鼠标右键,执行命令Insert→New Object→Function,定义FC1后,点击OK,即在Blocks工作区创建了程序FC1,用同样的方法可以创建FC2。双击打开FC1,即可编写程序。 ②在FC1中编写电动机的模式选择程序。在I0.1上升沿使系统启动(Q4. 1=“ON”);I0.2闭合使系统停止(Q4.1=“OFF”)。通过开关I0.3可以选择手动或自动模式,I0.3=0,选择手动模式(Q4.2=“ON”);I0.3 =1,选择自动模式(Q4.3 =“ON”)。选择操作模式后要用自动复位按钮I0.4应答。改变模式或系统停止时,之前选择的模式必须取消。梯形图如图1-96所示。在梯形图上可以显示绝对地址及符号地址,路径是在LAD/STL/FBD窗口中,选择Options→Customize…→View,用“√”标记Symbol informat with text。也可以仅显示符号地址(如图1-96、1-97所示),方法是:用“√”标记Symblicrep resentation, 而Symbol in format with text不标记“√”。 图1-96 FC1电动机的模式选择程序
图1-96 FC1电动机的模式选择程序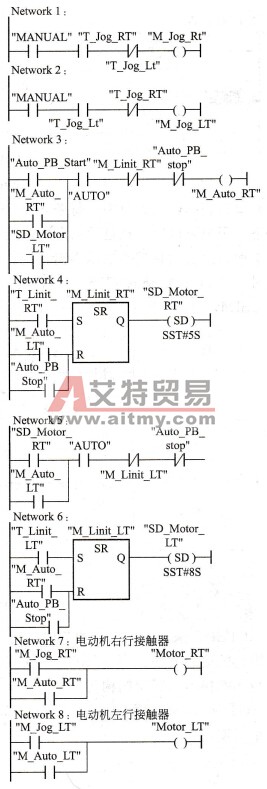 图1-97 FC2电动机的点动和自动控制程序 ③在FC2中编写电动机控制程序。先编写点动控制程序。点动控制只能在手动模式(Q412=“ON”)时操作。I0.5使电动机正转右行;I0.6使电动机反转左行。用按钮实现电动机的互锁,程序见图1-97中的Network1和Network2。 再编写自动控制程序。自动控制在自动模式(Q4.3=“ON”)下操作。I1.1使启动电动机正转右行,至右限位行程开关I1.2闭合时停;延时5s(用延时接通定时器T12计时),自动左行,至左限位行程开关I1.3闭合时停;延时8s(用延时接通定时器T13计时),又自动右行。如此自动往返,直到按下停止按钮I1.0或自动模式取消(Q4.3=“OFF”)。自动控制程序见图1-97中Network3到Network6。为了避免双线圈输出造成系统逻辑运算错误,电动机分别用右行点动和自动位存储器M11.1和M11.3控制,最后合并到Network7控制电动机右行接触器。电动机左行接触器也做同样处理。 ④在OB1中调用FC1和FC2并下载程序。双击打开OB1的编程窗口,点击图标
图1-97 FC2电动机的点动和自动控制程序 ③在FC2中编写电动机控制程序。先编写点动控制程序。点动控制只能在手动模式(Q412=“ON”)时操作。I0.5使电动机正转右行;I0.6使电动机反转左行。用按钮实现电动机的互锁,程序见图1-97中的Network1和Network2。 再编写自动控制程序。自动控制在自动模式(Q4.3=“ON”)下操作。I1.1使启动电动机正转右行,至右限位行程开关I1.2闭合时停;延时5s(用延时接通定时器T12计时),自动左行,至左限位行程开关I1.3闭合时停;延时8s(用延时接通定时器T13计时),又自动右行。如此自动往返,直到按下停止按钮I1.0或自动模式取消(Q4.3=“OFF”)。自动控制程序见图1-97中Network3到Network6。为了避免双线圈输出造成系统逻辑运算错误,电动机分别用右行点动和自动位存储器M11.1和M11.3控制,最后合并到Network7控制电动机右行接触器。电动机左行接触器也做同样处理。 ④在OB1中调用FC1和FC2并下载程序。双击打开OB1的编程窗口,点击图标![]() 可以增加一个新的网络。编程窗口右边的元件窗口可以选择位逻辑指令、程序控制指令、定时器、计数器、数据处理和运算指令、功能和功能块指令等,本例只需要调用FC1和FC2。点开FC Blocks前面的“+”号,显示FC1和FC2。双击或拖曳图标FC1到Networkl的横线上即可,用同样方法调用FC2,最后得到的梯形图如图1-98所示。保存OB1后,关闭LAD/STL/FBD窗口。选中所有的程序以及系统数据包(system data),点击执行程序的下载。
可以增加一个新的网络。编程窗口右边的元件窗口可以选择位逻辑指令、程序控制指令、定时器、计数器、数据处理和运算指令、功能和功能块指令等,本例只需要调用FC1和FC2。点开FC Blocks前面的“+”号,显示FC1和FC2。双击或拖曳图标FC1到Networkl的横线上即可,用同样方法调用FC2,最后得到的梯形图如图1-98所示。保存OB1后,关闭LAD/STL/FBD窗口。选中所有的程序以及系统数据包(system data),点击执行程序的下载。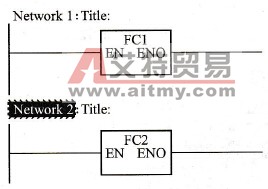 图1-98 OB1程序
图1-98 OB1程序

 PLC编程的基本规则
PLC编程的基本规则





