

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介一、明确系统控制要求 简易机械手结构如图 6-9 所示。 M1 为控制机械手左右移动的电动机, M2 为控制机械手上下升降的电动机, YV 线圈用来控制机械手夹紧放松, SQ1 为左到位检测开
一、明确系统控制要求 简易机械手结构如图6-9所示。M1为控制机械手左右移动的电动机,M2为控制机械手上下升降的电动机,YV线圈用来控制机械手夹紧放松,SQ1为左到位检测开关,SQ2为右到位检测开关,SQ3为上到位检测开关,SQ4为下到位检测开关,SQ5为工件检测开关。 简易机械手控制要求如下。 ①机械手要将工件从工位A移到工位B处。 ②机械手的初始状态(原点条件)是机械手应停在工位A的上方,SQ1、SQ3均闭合。 ③若原点条件满足且SQ5闭合(工件A处有工件),按下启动按钮,机械按“原点→下降→夹紧→上升→右移→下降→放松→上升→左移→原点”步骤工作。 图6-9 简易机械手的结构 二、确定输入/输出设备并分配合适的PLC I/O端子 简易机械手控制需用到的输入/输出设备和对应的PLC端子见表6-2。 表6-2 简易机械手控制采用的输入/输出设备和对应的PLC端子
图6-9 简易机械手的结构 二、确定输入/输出设备并分配合适的PLC I/O端子 简易机械手控制需用到的输入/输出设备和对应的PLC端子见表6-2。 表6-2 简易机械手控制采用的输入/输出设备和对应的PLC端子
输入 输入设备 对应端子 功能说明 SB1 0. 00 启动控制 SB2 0. 01 停止控制 SQ1 0. 02 左到位检测 SQ2 0. 03 右到位检测 SQ3 0. 04 上到位检测 SQ4 0. 05 下到位检测 SQ5 0. 06 工件检测 输出 输出设备 对应端子 功能说明 KM1线圈 100.00 控制机械手右移 KM2线圈 100.01 控制机械手左移 KM3线圈 100.02 控制机械手下降 KM4线圈 100.03 控制机械手上升 KM5线圈 100.04 控制机械手夹紧 三、绘制PLC控制线路图 图6-10为简易机械手的PLC控制线路图。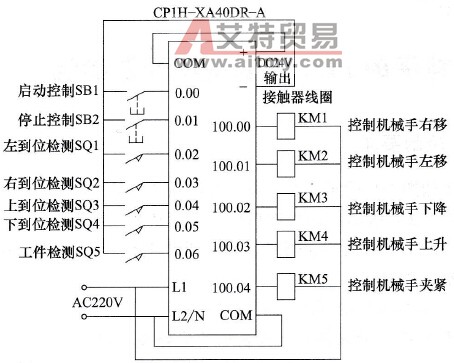 图6-10 简易机械手的PLC控制线路图 四、编写PLC控制程序 (1)绘制状态转移图 图6-11为简易机械手控制的状态转移图。 (2)绘制梯形图 启动CX-P编程软件,按照如图6-11所示的状态转移图编写梯形图,编写完成的梯形图如图6-12所示。
图6-10 简易机械手的PLC控制线路图 四、编写PLC控制程序 (1)绘制状态转移图 图6-11为简易机械手控制的状态转移图。 (2)绘制梯形图 启动CX-P编程软件,按照如图6-11所示的状态转移图编写梯形图,编写完成的梯形图如图6-12所示。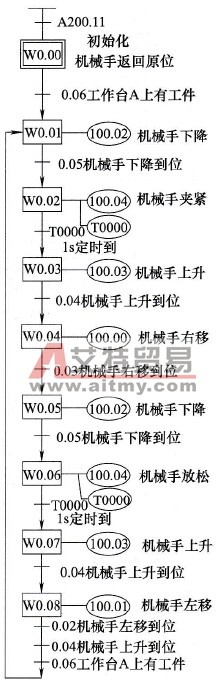 图6-11 简易机械手控制的状态转移图
图6-11 简易机械手控制的状态转移图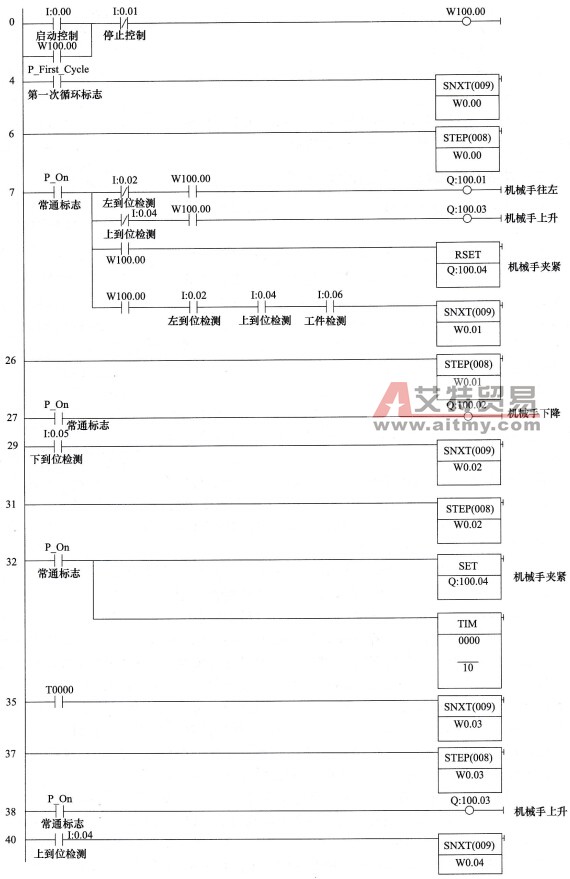
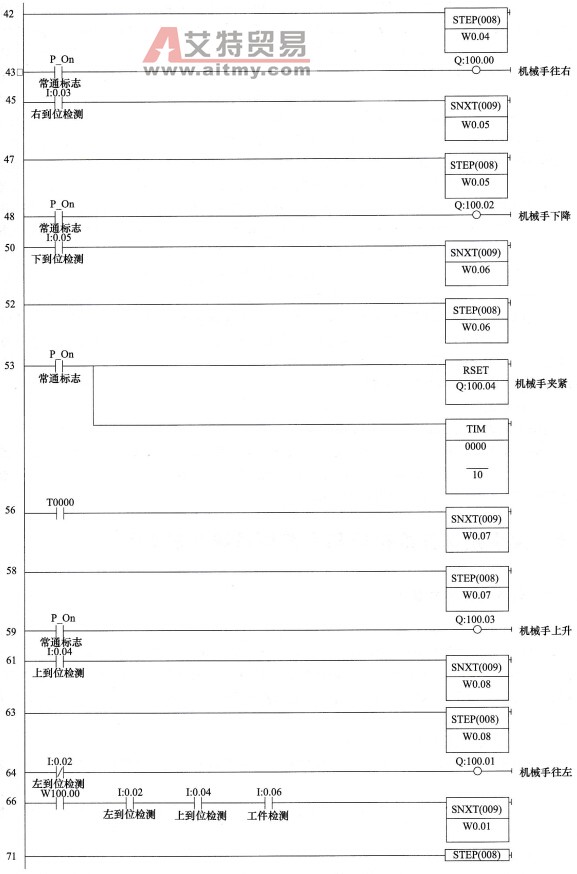 图6-12 简易机械手控制的梯形图 五、详解硬件线路和梯形图的工作原理 下面结合图6-10控制线路图和图6-12梯形图来说明简易机械手的工作原理。 武术运动员在表演武术时,通常会在表演场地某位置站立好,然后开始进行各种武术套路表演,表演结束后会收势成表演前的站立状态。同样的,大多数机电设备在工作前先要处于初始位置(相当于运动员的表演前的站立位置),然后在程序的控制下,机电设备开始各种操作,操作结束又会回到初始位置,机电设备的初始位置也称原点。 (1)工作控制 当PLC启动时,[4] A200. 11 (P_First_Cycle)触点会接通一个扫描周期,执行“SNXT W0. 00指令”,转移启动[6]开始的W0. 00步程序。 ①原点条件检测。机械手的原点条件是左到位(左限位开关SQ1闭合)、上到位(上限位开关SQ3闭合),即机械手的初始位置应在左上角。若不满足原点条件,原点检测程序会使机械手返回到原点,然后才开始工作。 [7]为原点检测程序,当按下启动按钮SB1→[0]0.00常开触点闭合,辅助继电器W100. 00线圈得电,W100. 00自锁触点闭合,锁定供电,同时[7]W100.00常开触点闭合,100. 04线圈复位,接触器KM5线圈失电,机械手夹紧线圈失电而放松,[7]中的其他W100. 00常开触点也均闭合。若机械手未左到位,开关SQ1断开,[7] 0.02常闭触点闭合,100. 01线圈得电,接触器KM1线圈得电,通过电动机Ml驱动机械手左移,左移到位后SQ1闭合,[7] 0.02常闭触点断开;若机械手未上到位,开关SQ3断开,[7]0.04常闭触点闭合,100. 03线圈得电,接触器KM4线圈得电,通过电动机M2驱动机械手上升,上升到位后SQ3闭合,[7]0.04常闭触点断开。如果机械手左到位、上到位且工位A有工件(开关SQ5闭合),则[7]0.02、0.04、0.06常开触点均闭合,执行“SNXT W0.01”指令,转移启动W0.01步程序段,开始控制机械手搬运工件。 ②机械手搬运工件控制。W0. 01步程序成为活动步后,[27] P_On触点闭合→100. 02线圈得电,KM3线圈得电,通过电动机M2驱动机械手下移,当下移到位后,下到位开关SQ4闭合,[29]0.05常开触点闭合,执行“SNXT W0. 02”指令,转移启动W0. 02步程序→[32] P_On触点闭合,100. 04线圈被置位,接触器KM5线圈得电,夹紧线圈YV得电将工件夹紧,与此同时,定时器T0000开始1s计时→1s后,[35] T0000常开触点闭合,执行“SNXT W0. 03”指令,转移启动W0. 03步程序→[38] P_On触点闭合→100. 03线圈得电,KM4线圈得电,通过电动机M2驱动机械手上移,当上移到位后,开关SQ3闭合,[40]0.04常开触点闭合,执行“SNXT W0. 04”指令,转移启动W0. 04步程序→[43]P_On触点闭合→100. 00线圈得电,KM1线圈得电,通过电动机M1驱动机械手右移,当右移到位后,开关SQ2闭合,[45] 0.03常开触点闭合,执行“SNXT W0. 05”指令,转移启动W0. 05步程序→[48] P_On触点闭合→100. 02线圈得电,KM3线圈得电,通过电动机M2驱动机械手下降,当下降到位后,开关SQ4闭合,[50]0.05常开触点闭合,执行“SNXT W0. 06”指令,转移启动W0. 06步程序→[53] P_On触点闭合→100. 04线圈被复位,接触器KM5线圈失电,夹紧线圈YV失电将工件放下,与此同时,定时器T0000开始1s计时→1s后,[56] T0000常开触点闭合,执行“SNXT W0. 07”指令,转移启动W0. 07步程序→[61] P_On触点闭合→100. 03线圈得电,KM4线圈得电,通过电动机M2驱动机械手上升,当上升到位后,开关SQ3闭合,[61] 0.04常开触点闭合,执行“SNXT W0. 08”指令,转移启动W0. 08步程序→[64]0.02常闭触点闭合→100. 01线圈得电,KM2线圈得电,通过电动机M1驱动机械手左移,当左移到位后,开关SQ1闭合,[64]0.02常闭触点断开,100. 01线圈失电,机械手停止左移,同时[66]0.02常开触点闭合,如果上到位开关SQ3(0.04)和工件检测开关SQ5 (0.06)均闭合,执行“SNXT W0. 01”指令,转移启动W0. 01步程序→[27] P_On触点闭合,100. 02线圈得电,开始下一次工件搬运。若工位A无工件,SQ5断开,机械手会停在原点位置。 (2)停止控制 当按下停止按钮SB2→[0]0.01常闭触点断开→辅助继电器W100. 00线圈失电→[0]、[7]、[66]中的W100. 00常开触点均断开,其中[0] M0常开触点断开,解除W100. 00线圈供电,[7]、[66] W100. 00常开触点断开均会使“SNXT W0. 01”指令无法执行,也就无法转移至W0. 01步程序,机械手不工作。
图6-12 简易机械手控制的梯形图 五、详解硬件线路和梯形图的工作原理 下面结合图6-10控制线路图和图6-12梯形图来说明简易机械手的工作原理。 武术运动员在表演武术时,通常会在表演场地某位置站立好,然后开始进行各种武术套路表演,表演结束后会收势成表演前的站立状态。同样的,大多数机电设备在工作前先要处于初始位置(相当于运动员的表演前的站立位置),然后在程序的控制下,机电设备开始各种操作,操作结束又会回到初始位置,机电设备的初始位置也称原点。 (1)工作控制 当PLC启动时,[4] A200. 11 (P_First_Cycle)触点会接通一个扫描周期,执行“SNXT W0. 00指令”,转移启动[6]开始的W0. 00步程序。 ①原点条件检测。机械手的原点条件是左到位(左限位开关SQ1闭合)、上到位(上限位开关SQ3闭合),即机械手的初始位置应在左上角。若不满足原点条件,原点检测程序会使机械手返回到原点,然后才开始工作。 [7]为原点检测程序,当按下启动按钮SB1→[0]0.00常开触点闭合,辅助继电器W100. 00线圈得电,W100. 00自锁触点闭合,锁定供电,同时[7]W100.00常开触点闭合,100. 04线圈复位,接触器KM5线圈失电,机械手夹紧线圈失电而放松,[7]中的其他W100. 00常开触点也均闭合。若机械手未左到位,开关SQ1断开,[7] 0.02常闭触点闭合,100. 01线圈得电,接触器KM1线圈得电,通过电动机Ml驱动机械手左移,左移到位后SQ1闭合,[7] 0.02常闭触点断开;若机械手未上到位,开关SQ3断开,[7]0.04常闭触点闭合,100. 03线圈得电,接触器KM4线圈得电,通过电动机M2驱动机械手上升,上升到位后SQ3闭合,[7]0.04常闭触点断开。如果机械手左到位、上到位且工位A有工件(开关SQ5闭合),则[7]0.02、0.04、0.06常开触点均闭合,执行“SNXT W0.01”指令,转移启动W0.01步程序段,开始控制机械手搬运工件。 ②机械手搬运工件控制。W0. 01步程序成为活动步后,[27] P_On触点闭合→100. 02线圈得电,KM3线圈得电,通过电动机M2驱动机械手下移,当下移到位后,下到位开关SQ4闭合,[29]0.05常开触点闭合,执行“SNXT W0. 02”指令,转移启动W0. 02步程序→[32] P_On触点闭合,100. 04线圈被置位,接触器KM5线圈得电,夹紧线圈YV得电将工件夹紧,与此同时,定时器T0000开始1s计时→1s后,[35] T0000常开触点闭合,执行“SNXT W0. 03”指令,转移启动W0. 03步程序→[38] P_On触点闭合→100. 03线圈得电,KM4线圈得电,通过电动机M2驱动机械手上移,当上移到位后,开关SQ3闭合,[40]0.04常开触点闭合,执行“SNXT W0. 04”指令,转移启动W0. 04步程序→[43]P_On触点闭合→100. 00线圈得电,KM1线圈得电,通过电动机M1驱动机械手右移,当右移到位后,开关SQ2闭合,[45] 0.03常开触点闭合,执行“SNXT W0. 05”指令,转移启动W0. 05步程序→[48] P_On触点闭合→100. 02线圈得电,KM3线圈得电,通过电动机M2驱动机械手下降,当下降到位后,开关SQ4闭合,[50]0.05常开触点闭合,执行“SNXT W0. 06”指令,转移启动W0. 06步程序→[53] P_On触点闭合→100. 04线圈被复位,接触器KM5线圈失电,夹紧线圈YV失电将工件放下,与此同时,定时器T0000开始1s计时→1s后,[56] T0000常开触点闭合,执行“SNXT W0. 07”指令,转移启动W0. 07步程序→[61] P_On触点闭合→100. 03线圈得电,KM4线圈得电,通过电动机M2驱动机械手上升,当上升到位后,开关SQ3闭合,[61] 0.04常开触点闭合,执行“SNXT W0. 08”指令,转移启动W0. 08步程序→[64]0.02常闭触点闭合→100. 01线圈得电,KM2线圈得电,通过电动机M1驱动机械手左移,当左移到位后,开关SQ1闭合,[64]0.02常闭触点断开,100. 01线圈失电,机械手停止左移,同时[66]0.02常开触点闭合,如果上到位开关SQ3(0.04)和工件检测开关SQ5 (0.06)均闭合,执行“SNXT W0. 01”指令,转移启动W0. 01步程序→[27] P_On触点闭合,100. 02线圈得电,开始下一次工件搬运。若工位A无工件,SQ5断开,机械手会停在原点位置。 (2)停止控制 当按下停止按钮SB2→[0]0.01常闭触点断开→辅助继电器W100. 00线圈失电→[0]、[7]、[66]中的W100. 00常开触点均断开,其中[0] M0常开触点断开,解除W100. 00线圈供电,[7]、[66] W100. 00常开触点断开均会使“SNXT W0. 01”指令无法执行,也就无法转移至W0. 01步程序,机械手不工作。

 PLC编程的基本规则
PLC编程的基本规则





