

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介一、工艺流程介绍 某恒温炉窑根据工艺控制要求,需要对养护窑内的温度进行严格的控制。炉窑温度控制系统的示意图如图 12-34 所示。 图 12-34 炉窑温度控制系统的示意图 系统总的控
一、工艺流程介绍 某恒温炉窑根据工艺控制要求,需要对养护窑内的温度进行严格的控制。炉窑温度控制系统的示意图如图12-34所示。 图12-34 炉窑温度控制系统的示意图 系统总的控制过程是:按下总启动按钮后,允许两个炉窑按照各自的控制要求运行。每个炉窑都有启动按钮、停止按钮和急停按钮。如果按下总停止按钮,则禁止系统运行。 每个炉窑的具体要求如下: (1)启动风机,使炉窑内的热气流循环; (2)打开进气阀,使热气流(蒸汽)进入窑炉; (3)经过一定时间的恒温控制(如10h),关闭进气阀; (4)打开排气阀,排除热气流; (5)按下停止按钮,则关闭风机和排气阀; (6)每个炉窑的进气阀只有在总进气阀打开后才能打开; (7)只要有一个炉窑需要排气,总要打开总排气阀; (8)每个炉窑通过一只热敏电阻进行温度测量。 在采用PID控制算法时,将每个养护窑的进气阀由电磁阀(开关量输出)改为电动阀(模拟量输出),通过控制阀门的开度来调节蒸汽进气量,从而实现恒温控制。 二、控制系统硬件设计 1.输入/输出信号分析 输入信号:根据图12-34所示的炉窑温度控制系统示意图,可以看出该PID控制系统共有8个输入信号,即8个输入按钮,其中2个按钮用来控制总系统的启动和停止,6个按钮分别用来控制2个养护炉的启动、停止和急停。 输出信号:1号进气阀和1号排气阀,2号进气阀和2号排气阀,系统总进气阀和总排气阀,共有6个电磁阀,2个继电器用来控制1号风机和2号风机。 除上述的输入/输出信号外,系统还需要用到如下控制模块:EM231 (4AI)1块,EM232(2AO)1块。 2.PLC编程元件的地址分配表 PLC编程元件的输入/输出分配表如表12-6所示,其他编程元件的地址分配表如表12-7所示。 表12-6 输入/输出元件地址分配表
图12-34 炉窑温度控制系统的示意图 系统总的控制过程是:按下总启动按钮后,允许两个炉窑按照各自的控制要求运行。每个炉窑都有启动按钮、停止按钮和急停按钮。如果按下总停止按钮,则禁止系统运行。 每个炉窑的具体要求如下: (1)启动风机,使炉窑内的热气流循环; (2)打开进气阀,使热气流(蒸汽)进入窑炉; (3)经过一定时间的恒温控制(如10h),关闭进气阀; (4)打开排气阀,排除热气流; (5)按下停止按钮,则关闭风机和排气阀; (6)每个炉窑的进气阀只有在总进气阀打开后才能打开; (7)只要有一个炉窑需要排气,总要打开总排气阀; (8)每个炉窑通过一只热敏电阻进行温度测量。 在采用PID控制算法时,将每个养护窑的进气阀由电磁阀(开关量输出)改为电动阀(模拟量输出),通过控制阀门的开度来调节蒸汽进气量,从而实现恒温控制。 二、控制系统硬件设计 1.输入/输出信号分析 输入信号:根据图12-34所示的炉窑温度控制系统示意图,可以看出该PID控制系统共有8个输入信号,即8个输入按钮,其中2个按钮用来控制总系统的启动和停止,6个按钮分别用来控制2个养护炉的启动、停止和急停。 输出信号:1号进气阀和1号排气阀,2号进气阀和2号排气阀,系统总进气阀和总排气阀,共有6个电磁阀,2个继电器用来控制1号风机和2号风机。 除上述的输入/输出信号外,系统还需要用到如下控制模块:EM231 (4AI)1块,EM232(2AO)1块。 2.PLC编程元件的地址分配表 PLC编程元件的输入/输出分配表如表12-6所示,其他编程元件的地址分配表如表12-7所示。 表12-6 输入/输出元件地址分配表 表12-7 其他编程元件地址分配表
表12-7 其他编程元件地址分配表
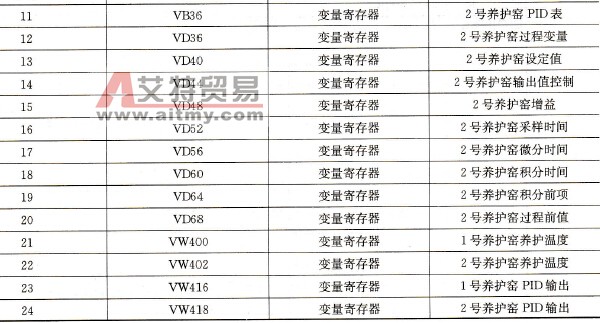 3.选定PLC型号 根据PLC输入/输出设备的控制点数,参考第2章中的表2-1,并考虑一定的余量,本实例中选用西门子公司的S7 - 200系列小型PLC中的CPU224。 4.PLC接线图 采用S7 - 224以及EM2 31和EM232组成的PLC控制系统外部接线图如图12 - 35所示。
3.选定PLC型号 根据PLC输入/输出设备的控制点数,参考第2章中的表2-1,并考虑一定的余量,本实例中选用西门子公司的S7 - 200系列小型PLC中的CPU224。 4.PLC接线图 采用S7 - 224以及EM2 31和EM232组成的PLC控制系统外部接线图如图12 - 35所示。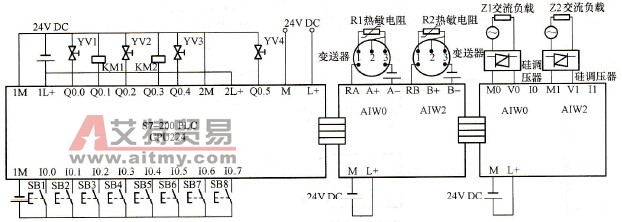 图12 - 35 PLC外部接线图 三、程序设计 很多工业控制过程采用PID控制方式,S7 - 200PLC提供的PID指令为PID控制提供了方便。子程序SBR_0和SBR_1分别为1号、2号养护窑的PID参数设定子程序,其具体程序如图12 - 36和图12 - 37所示。中断服务程序INTO是2个养护窑的PID控制程序,具体程序如图12 - 38所示。主程序通过调用子程序SBR_1和SBR_2以及中断程序实现对2个养护窑温度的PID控制,具体程序如图12 - 39所示。 选用模拟量输出模块EM232,可以把0~32000的数字量转换成0~10V电压。由于选用双向晶闸管来控制加热系统,而双向晶闸管的控制电压UK为0~5V,这个控制电压是由EM232提供的。所以PLC送到EM232的最大数字量限制到16000,这样可保证送到双向晶闸管上的电压不会超过5V。
图12 - 35 PLC外部接线图 三、程序设计 很多工业控制过程采用PID控制方式,S7 - 200PLC提供的PID指令为PID控制提供了方便。子程序SBR_0和SBR_1分别为1号、2号养护窑的PID参数设定子程序,其具体程序如图12 - 36和图12 - 37所示。中断服务程序INTO是2个养护窑的PID控制程序,具体程序如图12 - 38所示。主程序通过调用子程序SBR_1和SBR_2以及中断程序实现对2个养护窑温度的PID控制,具体程序如图12 - 39所示。 选用模拟量输出模块EM232,可以把0~32000的数字量转换成0~10V电压。由于选用双向晶闸管来控制加热系统,而双向晶闸管的控制电压UK为0~5V,这个控制电压是由EM232提供的。所以PLC送到EM232的最大数字量限制到16000,这样可保证送到双向晶闸管上的电压不会超过5V。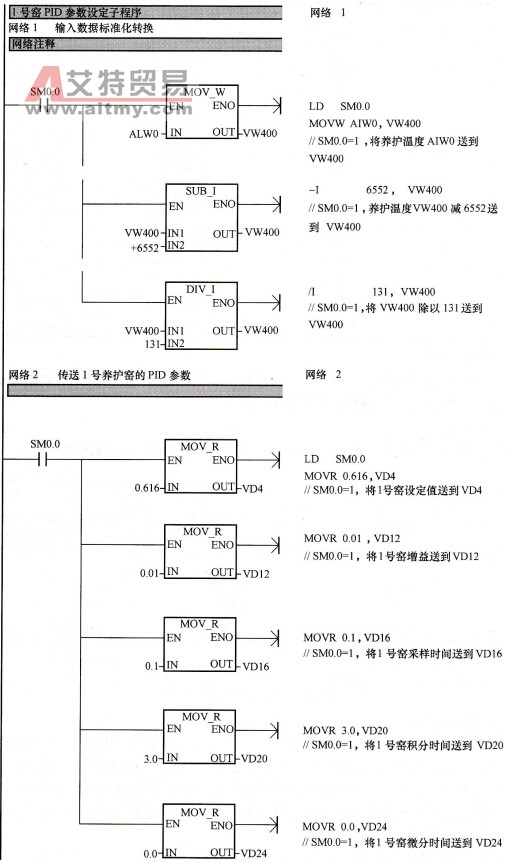 图12-36 1号窑PID参数设定
图12-36 1号窑PID参数设定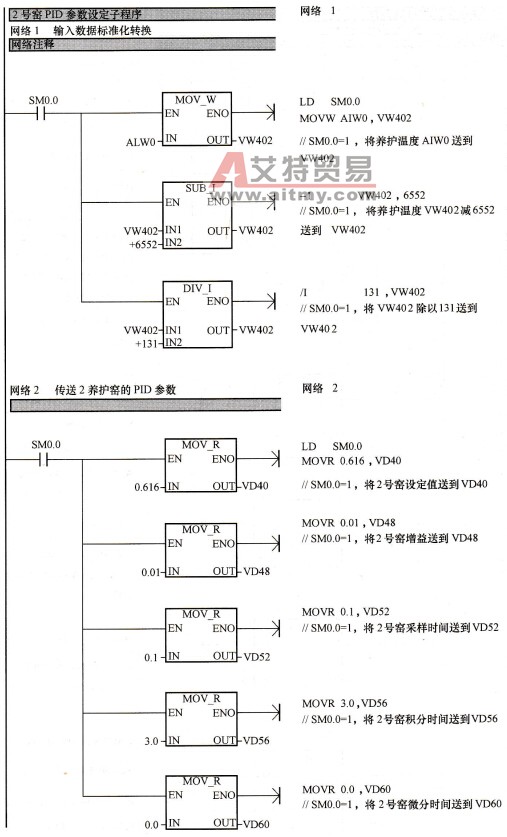 图12-37 2号窑PID参数设定
图12-37 2号窑PID参数设定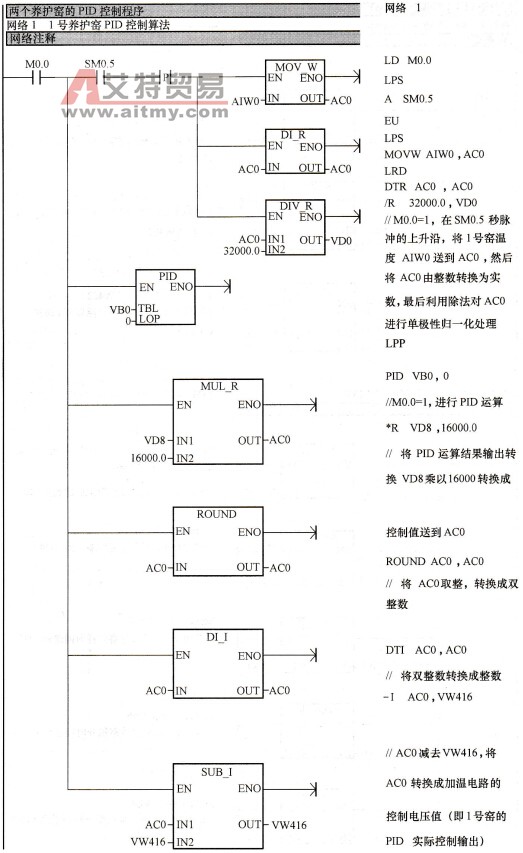
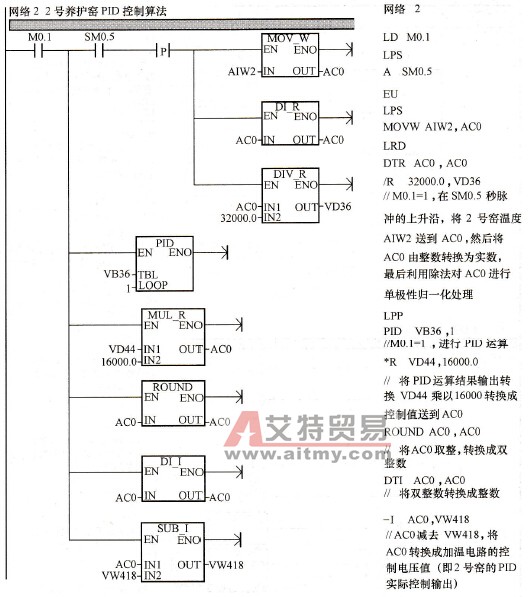 图12-38 两养护窑PID控制程序
图12-38 两养护窑PID控制程序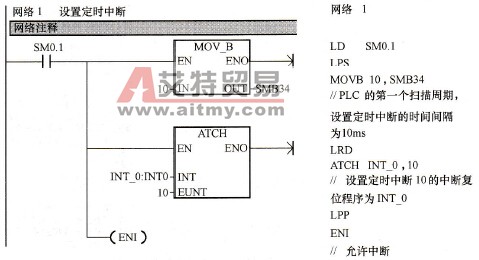
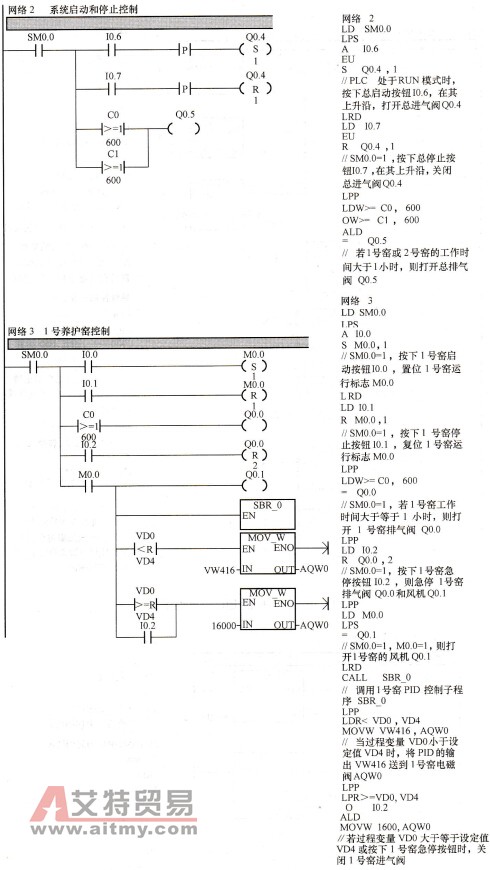
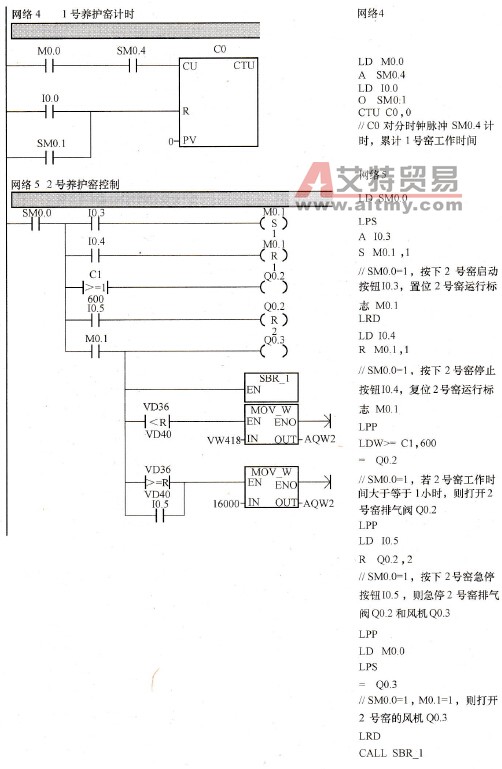
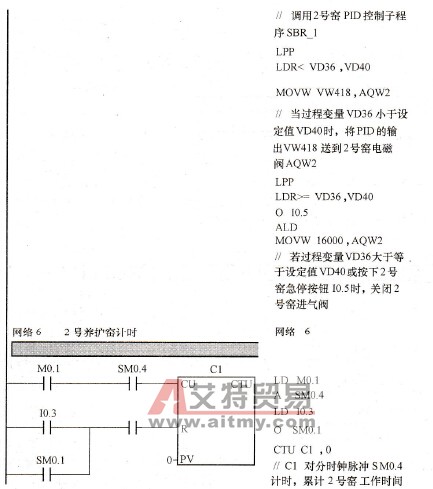 图12-39 养护窑PID控制主程序
图12-39 养护窑PID控制主程序

 PLC编程的基本规则
PLC编程的基本规则





