电气技术
电气技术
-
CO2气体保护焊时的焊枪摆动形式有哪些
电气技术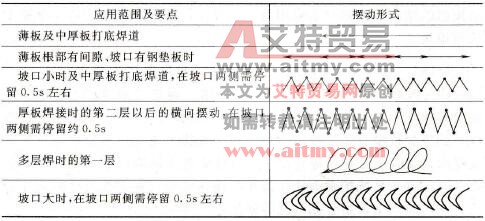
为控制焊缝的宽度和保证熔合质量, CO2 气体保护焊施焊时也要像焊条电弧焊那样,焊枪也要做横向摆动。通常,为了减小热输入、热影响区,减小变形,不应采用大的横向摆动来获得...
阅读更多 -
如何防止和消除CO2气体保护焊施工中出现的缺陷
电气技术在 CO2 气体保护焊中,由于焊接材料、焊接规范参数及操作等原因,会造成焊缝形状不规则、气孔、夹渣、烧穿、裂纹等缺陷,其具体产生原因及防止方法见表 6-24 。 表 6-24 CO2 气体保护...
阅读更多 -
如何选择埋弧自动焊的焊接规范参数
电气技术焊接规范的选择不仅要保证电弧稳定,焊缝形状、尺寸符合要求,焊缝表面成形光洁整齐,无气孔、裂纹、夹渣、未焊透等缺陷,而且要求生产效率高和成本低。在实际生产中,要根据...
阅读更多 -
如何起弧焊接
电气技术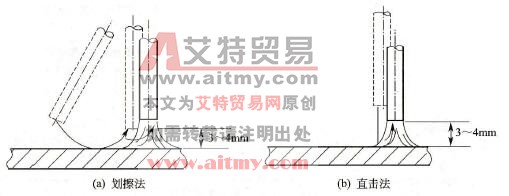
电弧引燃有两种方法:一是划擦法;二是直击法。划擦法便于初学者掌握,但容易损坏焊件表面,特别是位置狭窄或焊件表面不允许损伤时,就不如直击法好。直击法必须熟练掌握焊条...
阅读更多 -
如何进行T形接头的仰焊
电气技术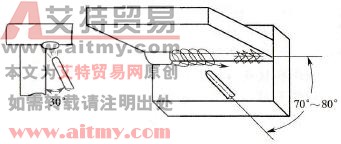
T 形接头的仰焊比对接仰焊容易掌握。焊脚尺寸小于 6mm ,宜采用单层焊;大于 6mm ,可采用多层焊或多层多道焊。 多层焊时,第一层采用直线形运条法,焊接电流可稍大些,焊缝断面应...
阅读更多 -
如何进行埋弧焊的焊前准备工作
电气技术埋弧焊的焊前准备主要是坡口制备和装配。 由于埋弧焊可使用较大规范,所以焊件厚度δ 14mm 的钢板可以不开坡口;当焊件厚度δ =14 ~ 22mm 时,一般开 V 形坡口;当焊件厚度δ =22 ~...
阅读更多 -
如何采取正确的运条方式
电气技术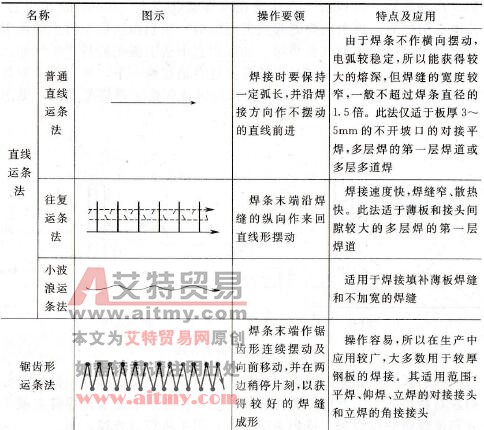
运条方法应根据接头形式、间隙、焊缝位置、焊条直径与性能、焊接电流强度及焊工技术水平等确定,常用的运条方法有直线形运条法、直线往复运条法、锯齿形运条法、月牙形运条法...
阅读更多 -
如何进行水平固定管的焊接
电气技术由于焊缝是环形的,所以在焊接过程中需经过仰焊、立焊、平焊等几种位置,因此焊条角度变化很大,操作比较困难。熔化金属在仰焊位置时有向下流淌的趋势,易产生焊瘤;而在立焊...
阅读更多 -
当对接板缝局部间隙偏大或偏小时应如何焊接
电气技术不开坡口的对接缝自动焊要求装配间隙均匀平直,不允许局部间隙过大。但实际生产中常常存在对接板缝装配间隙不均匀、局部间隙偏大的情况。如不及时调整焊接参数,极易造成局部...
阅读更多 -
如何进行焊缝的接头与收尾
电气技术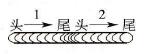
焊缝接头技术是焊接操作技术中的重要环节。如何使焊缝接头均匀连接,避免产生过高、脱节、宽窄不一致的缺陷,这就要求焊工在焊缝接头时选用恰当的方式。接头连接的平整与否,...
阅读更多

点击排行
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测