您现在的位置是:首页 > 电气技术 > 电气技术
如何进行焊缝的接头与收尾
![]() 来源:艾特贸易2018-04-11
来源:艾特贸易2018-04-11
简介焊缝接头技术是焊接操作技术中的重要环节。如何使焊缝接头均匀连接,避免产生过高、脱节、宽窄不一致的缺陷,这就要求焊工在焊缝接头时选用恰当的方式。接头连接的平整与否,
焊缝接头技术是焊接操作技术中的重要环节。如何使焊缝接头均匀连接,避免产生过高、脱节、宽窄不一致的缺陷,这就要求焊工在焊缝接头时选用恰当的方式。接头连接的平整与否,不但要看焊工的操作技术,还要看接头处温度的高低。温度越高,接得越平整。所以中间接头要求电弧中断时间短,换焊条动作快。多层焊时,层间接头要错开,以提高焊缝的致密性。焊缝接头方式与操作见表6-4。
表6-4 焊缝的接头方式与操作
名称
图例
操作方法
中
间
接
头
在弧坑前约10mm处引弧,电弧可比正常焊接时
略长些(低氢型焊条电弧不可拉长,否则容易产生气
孔),然后将电弧后移到原弧坑的2/3处,填满弧坑
后即向前进入正常焊接,见图(a)。采用这种接头法
必须注意后移量,若电弧后移太多,则可能造成接头
过高,若电弧后移太少,会造成接头脱节、弧坑未填
满。此接头法适用于单层焊及多层焊的表层接头
在多层焊的根部焊接时,为了保证根部接头处能
焊透,常采用如下的接头方法:当电弧引燃后将电弧
移到图(b)中1的位置,这样电弧一半的热量将一部
分弧坑重新熔化,电弧另一半热量将弧坑前方的坡
口熔化,从而形成一个新的熔池,此法有利于根部接
头处的焊透
当弧坑存在缺陷时,在电弧引燃后应将电弧移至图
(b)中2的位置进行接头。这样,由于整个弧坑重新
熔化,有利于消除弧坑中存在的缺陷。用此法接头
时,焊缝虽然较高,但对保证质量有利。在接头时,更
换焊条愈快愈好。因为在熔池尚未冷却时进行接头,
不仅能保证接头质量,而且可使焊缝外表美观

相
背
接
头

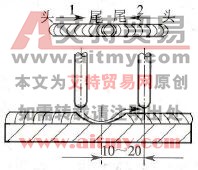
相背接头是两条方向不同的焊缝,在起焊处相连
接的接头。这种接头要求先焊的焊缝起头处略低
些,一般削成缓坡,清理干净后,再在斜坡上引弧。
先稍微拉长电弧(但碱性焊条不允许拉长电弧)预
热,形成熔池后,压低电弧,在交界处稍顶一下,将电
弧引向起头处,并覆盖前焊缝的端头处,即可上铁
水,待起头处焊缝焊平后,再沿焊接方向移动。若温
度不够高就上铁水,会形成未焊透和气孔缺陷。上
铁水后,停步不前,则会出现塌腰或焊瘤、熔滴下
淌等
相
向
接
头
相向接头是两条焊缝在结尾处相连接的接头。其
接头方式要求后焊焊缝焊到先焊焊缝的收尾处时,
焊接速度应略慢些,以便填满前焊缝的弧坑,然后以
较快的焊接速度再略向前焊一些熄弧。对于先焊焊
缝,由于处于平焊,焊波较低,一般不再加工。关键
在于后焊焊缝靠近平焊时的运条方法。当间隙正常
时,采用连弧法,强规范,使先焊焊缝尾部温度急升,
此时,对准尾部压低电弧,听见“噗”的一声,即可向
前移动焊条,并用反复断弧收尾法收弧
分
段
退
焊
接
头

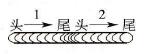
分段退焊接头的特点是焊波方向相同,头尾温差
较大。其接头方式与相向接头方式基本相同,只是
前焊缝的起头处与第二种情况一样,应略低些。当
后焊焊缝靠近先焊焊缝起头处时,改变焊条角度,使
焊条指向先焊焊缝的起头处,拉长电弧,待形成熔池
后,再压低电弧,往回移动,最后返回原来熔池处
收弧
焊缝的收尾是指一条焊缝焊完时,应把收尾处的弧坑填满。如果收尾时立即拉断电弧,则会形成低于焊件表面的弧坑。过深的弧坑使焊缝收尾处强度减弱,容易造成应力集中而导致产生裂纹。因此,在焊缝收尾时不允许有较深的弧坑存在。一般收尾方法有以下三种:
①划圈收尾法,即焊条移至焊缝终点时,作圆圈运动,直到填满弧坑再拉断电弧。此法适用于厚板收尾。
②反复断弧收尾法,即焊条移到焊缝终点时,在弧坑处反复熄弧、引弧数次,直到填满弧坑为止。此法一般适用于薄板和大电流焊接。但碱性焊条不宜采用此法,否则容易产生气孔。
③回焊收尾法,即焊条移至焊缝收尾处立即停住,并且改变焊条角度回焊一小段后灭弧。此法适用于碱性焊条。
(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)

点击排行
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测