编程软件提供多种语言显示界面,下面依据中文界面介绍 STEP 7 常用功能。其他语言界面功能与中文界面相同,只是显示语言不同。 1 .软件界面 第一次启动 STEP 7 编程软件显示的是英...
阅读更多
O(Or) :或操作指令,用于动合触点的并联。见表 4-6 。 ON(Or Not) :或非操作指令,用于动断触点的并联。 表 4-6 O 指令的例子 表 4-6 实现的是两个并联关系的开关控制一盏灯的情况,只要...
阅读更多
速度检测指令 SPD 的编号为 FNC56 。它的功能是检测给定时间内从编码器输入的脉冲个数,并计算出速度。 示例及使用:如图 4-48 所示, [D.] 占三个目标元件。当 X12 为 ON 时,用 D1 对...
阅读更多
S :置位指令,将由操作数指定的位(地址)开始的指定数目(可从 1 位至最多 255 位)的位置 1 ,并保持,见表 4-8 。 R: 复位指令,将由操作数指定的位(地址)开始的指定数目(可从...
阅读更多
脉冲输出指令 (D)PLSY 的编号为 FNC57 。其功能是产生指定数量的脉冲。 示例及使用:如图 4-49 所示,其中 [S1.] 用来指定脉冲频率 (2 - 20000Hz) , [S2 . ] 指定脉冲的个数 (16 位指令的范围为...
阅读更多
STEP 7 的文件操作主要是指新建程序文件和打开已有文件两种。 1 .新建程序文件 新建一个程序文件,可选择【文件】/【新建】命令,或者单击工具条中的 按钮来完成。新建的程序文...
阅读更多
S7-200 可通过立即存取指令加快系统的响应速度,它不受 PLC 循环扫描工作方式的影响,允许对输入/输出点进行直接快速存取。立即存取指令格式见表 4-9 ,立即存取指令的例子见表...
阅读更多
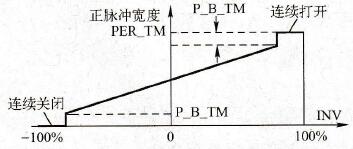
脉宽调制指令 PWM 的编号为 FNC58 。它的功能是产生指定脉冲宽度和周期的脉冲串。 示例及使用:如图 4-50 所示, [S1.] 用来指定脉冲的宽度, [S2.] 用来指定脉冲的周期, [D.] 用来指定输...
阅读更多
边沿脉冲指令分为上升边沿脉冲指令和下降边沿脉冲指令。其指令格式见表 4-11 ,指令的例子见表 4-12 。 表 4-11 边沿脉冲指令格式 表 4-12 边沿脉冲指令的例子...
阅读更多
可调速脉冲输出指令 (D) PLSR 的编号为 FNC59 ,示例及使用如图 4-51 所示。该指令可以对输出脉冲进行加速,也可进行减速调整,是用于加速减速功能定尺寸用的脉冲输出指令。针对指定...
阅读更多
 PLC编程的基本规则
PLC编程的基本规则