

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介在工业生产过程中,由于操作不当或设备故障等原因,各种过程参数会超出正常工作范围,为了及时发现越限的过程参数,需要设置信号报警控制系统,采用可编程序控制器可以实现信
在工业生产过程中,由于操作不当或设备故障等原因,各种过程参数会超出正常工作范围,为了及时发现越限的过程参数,需要设置信号报警控制系统,采用可编程序控制器可以实现信号报警控制系统。设置信号报警控制系统的主要目的是安全生产,因此,对信号报警控制系统需要有与一般控制系统不同的要求。本节将就PLC控制闪光报警灯的控制实例进行详解。 1.控制要求 本实例主要实现对闪光报警灯的控制,要求按下启动按钮,报警灯亮2s,然后熄灭1s,循环往复,直到复位按钮按下,清除报警信号为止。其对应的时序图如图9-5所示。 图9-5 闪光报警时序图 2.输入/输出信号分析 根据系统的控制要求,可知该PLC控制系统输入信号有:启动系统报警按钮和终止系统报警按钮各1个,共2个输入信号,需2个输入端子。 输出信号:与报警器相连的报警信号,需1个输出端子。 3.PLC的输入/输出分配表 根据上述的输入/输出信号分析,可设计如表9-2所示的PLC的输入/输出分配表。 表9-2 闪光报警系统输入/输出分配表
图9-5 闪光报警时序图 2.输入/输出信号分析 根据系统的控制要求,可知该PLC控制系统输入信号有:启动系统报警按钮和终止系统报警按钮各1个,共2个输入信号,需2个输入端子。 输出信号:与报警器相连的报警信号,需1个输出端子。 3.PLC的输入/输出分配表 根据上述的输入/输出信号分析,可设计如表9-2所示的PLC的输入/输出分配表。 表9-2 闪光报警系统输入/输出分配表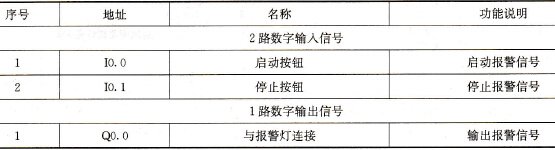 4.PLC选型 根据表9-2所示的输入/输出分配表,参看表2-1,本实例中选用的PLC是西门子公司的S7-200系列中的小型PLC CPU222。 5.PLC接线图 根据闪光报警系统的控制要求,可设计如图9-6所示的闪光报警灯的PLC接线图。
4.PLC选型 根据表9-2所示的输入/输出分配表,参看表2-1,本实例中选用的PLC是西门子公司的S7-200系列中的小型PLC CPU222。 5.PLC接线图 根据闪光报警系统的控制要求,可设计如图9-6所示的闪光报警灯的PLC接线图。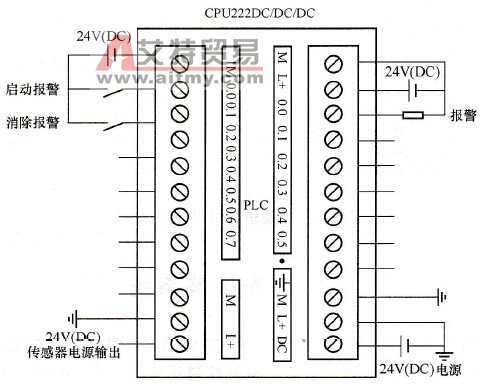 图9-6 闪光报警灯的PLC接线图 6.闪光报警控制流程图及控制逻辑图 根据系统的控制要求,可设计如图9-7所示的闪光报警控制流程图和图9-8所示的闪光报警逻辑控制图。具体控制流程可描述如下:
图9-6 闪光报警灯的PLC接线图 6.闪光报警控制流程图及控制逻辑图 根据系统的控制要求,可设计如图9-7所示的闪光报警控制流程图和图9-8所示的闪光报警逻辑控制图。具体控制流程可描述如下: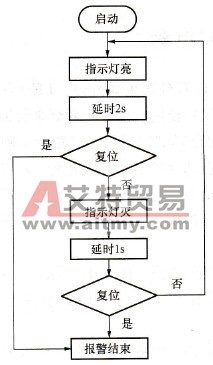 图9-7 闪光报警控制流程图
图9-7 闪光报警控制流程图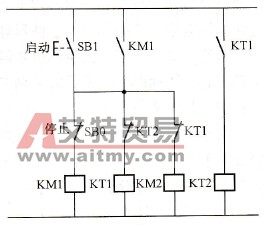 图9-8 闪光报警逻辑控制图 启动按钮I0.0采用动合触点,复位按钮I0.1采用动断触点。 按下启动按钮,I0.0触点接通,I0.1动断触点闭合,辅助继电器线圈得电,动合触点吸合并自锁。接着定时器T200得电,开始计时,此刻,T200的动断触点处于接通状态,输出Q0.0得电,报警指示灯接通,指示灯亮。当T200计时达到2s时,T200动断触点断开,输出Q0.0失电,报警指示灯灭。同时,T200的动合触点接通,定时器T201得电,并开始计时。当T201计时达到1s时,T201的动断触点断开,使T200失电,T200的动合触点断开,使T201失电,而T200的动断触点又接通,输出指示灯再次接通,指示灯又亮,再延时2s,重复上述过程。这样,指示灯就实现了闪光报警。 按下复位按钮I0.1,辅助继电器失电,动合触点闭合,报警终止。 闪光报警系统的PLC控制梯形图程序及对应的语句表如图9-9所示。
图9-8 闪光报警逻辑控制图 启动按钮I0.0采用动合触点,复位按钮I0.1采用动断触点。 按下启动按钮,I0.0触点接通,I0.1动断触点闭合,辅助继电器线圈得电,动合触点吸合并自锁。接着定时器T200得电,开始计时,此刻,T200的动断触点处于接通状态,输出Q0.0得电,报警指示灯接通,指示灯亮。当T200计时达到2s时,T200动断触点断开,输出Q0.0失电,报警指示灯灭。同时,T200的动合触点接通,定时器T201得电,并开始计时。当T201计时达到1s时,T201的动断触点断开,使T200失电,T200的动合触点断开,使T201失电,而T200的动断触点又接通,输出指示灯再次接通,指示灯又亮,再延时2s,重复上述过程。这样,指示灯就实现了闪光报警。 按下复位按钮I0.1,辅助继电器失电,动合触点闭合,报警终止。 闪光报警系统的PLC控制梯形图程序及对应的语句表如图9-9所示。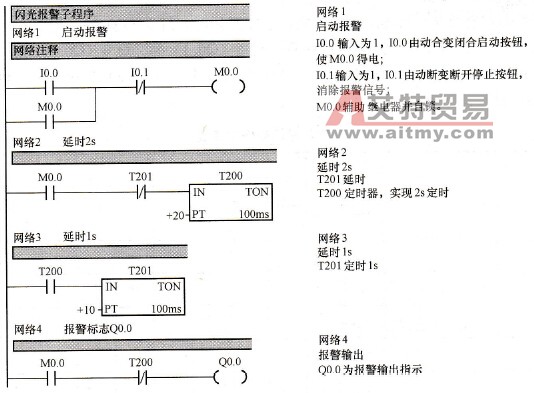 图9-9 闪光报警程序
图9-9 闪光报警程序

 PLC编程的基本规则
PLC编程的基本规则





