

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介跳转指令的功能是根据不同的逻辑条件,有选择地执行不同的程序。利用跳转指令,可使程序结构更加灵活,减少扫描时间,从而加快了系统的响应速度。 跳转指令 JMP 和 LBL 必须配合
跳转指令的功能是根据不同的逻辑条件,有选择地执行不同的程序。利用跳转指令,可使程序结构更加灵活,减少扫描时间,从而加快了系统的响应速度。 跳转指令JMP和LBL必须配合应用在同一个程序块中,即JMP和LBL可同时出现在主程序中,或者同时出现在子程序中,或者同时出现在中断程序中。不允许从主程序中跳转到子程序或中断程序,也不允许从某个子程序或中断程序中跳转到主程序或其他的子程序或中断程序。 执行跳转指令需要用两条指令配合使用,跳转开始指令JMP n和跳转标号指令LBL n,n是标号地址,n的取值范围是0~255的字型类型。 跳转指令可以使程序流程跳转到具体的标号处。当跳转条件满足时,程序由JMP指令控制跳转到对应的标号地址n处向下执行(即跳过了JMP n和LBL n之间的程序);当跳转条件不满足时,顺序向下执行程序,即执行JMP n和LBL n之间的程序,指令的使用如图4-57所示。 图4-57 跳转指令的使用 图4-57的程序分析如下: 当I0.2断开时(I0.2=0),能执行到程序A和程序C,即输出Q0.0受I0.3的控制;当I0.2接通时(I0.2=1),能执行到程序B和程序C,即输出Q0.0受I0.4的控制。 从上述分析可以看出,输入点I0.2为一方式选择开关,通过它的通断来完成了一个2选1的控制。 【例】 某生产线对产品进行加工处理,同时利用增减计数器对成品进行累计,每当检测到10个成品时,就要跳过某些控制程序,直接进入到小包装控制程序。每当检测到40个成品(4个小包装),直接进入到大包装控制程序。相关的控制程序如图4-58所示。
图4-57 跳转指令的使用 图4-57的程序分析如下: 当I0.2断开时(I0.2=0),能执行到程序A和程序C,即输出Q0.0受I0.3的控制;当I0.2接通时(I0.2=1),能执行到程序B和程序C,即输出Q0.0受I0.4的控制。 从上述分析可以看出,输入点I0.2为一方式选择开关,通过它的通断来完成了一个2选1的控制。 【例】 某生产线对产品进行加工处理,同时利用增减计数器对成品进行累计,每当检测到10个成品时,就要跳过某些控制程序,直接进入到小包装控制程序。每当检测到40个成品(4个小包装),直接进入到大包装控制程序。相关的控制程序如图4-58所示。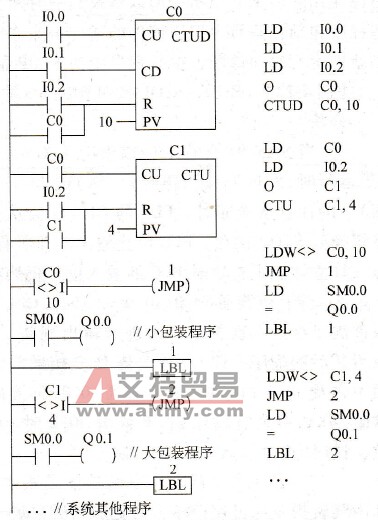 图4-58 成品包装控制程序 由图4-58可以看出,C0计数器为增减计数器,计数范围0~10,当等于10时,启动小包装程序(Q0.0接通),再次扫描到计数器C0时自复位,从0重新计数;C1计数器为递增计数器,C0为其计数脉冲端,计的是小包装个数,计数范围0~4,当等于4时,启动大包装程序(Q0.1接通),再次扫描到计数器C1时自复位,从0重新计数。
图4-58 成品包装控制程序 由图4-58可以看出,C0计数器为增减计数器,计数范围0~10,当等于10时,启动小包装程序(Q0.0接通),再次扫描到计数器C0时自复位,从0重新计数;C1计数器为递增计数器,C0为其计数脉冲端,计的是小包装个数,计数范围0~4,当等于4时,启动大包装程序(Q0.1接通),再次扫描到计数器C1时自复位,从0重新计数。

 PLC编程的基本规则
PLC编程的基本规则





