

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介PLC 根据中断信息进行通信,执行相应的处理。中断程序图如图 8-27 所示。 该实例没有考虑如果在生产过程中出现某加工工序漏掉或者产品在传送到下一工序出现混乱的情况,读者可以
PLC根据中断信息进行通信,执行相应的处理。中断程序图如图8-27所示。
该实例没有考虑如果在生产过程中出现某加工工序漏掉或者产品在传送到下一工序出现混乱的情况,读者可以尝试自己动手写,主要还是在SBR1中对条形码阅读器接收的信息进行处理来实现。
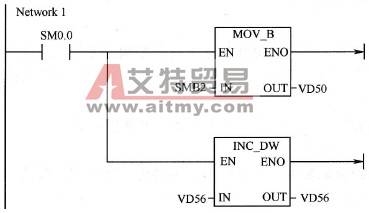
图8-27 中断程序图

 PLC编程的基本规则
PLC编程的基本规则





