


答:焊接变形分整体变形和局部变形两大类,如图 1 所示。 图 1 焊接变形的基本形式 整体变形是指焊接时变形遍及整个结构。例如:纵向和横向的收缩变形、弯曲变形和扭曲变形。变...
阅读更多
答:轮毂焊补,可以采用加热“减应区”法来降低焊接应力。首先选择阻碍焊接区自由收缩的部位,即选好减应区,然后在减应区加热,使之伸长。减应区的伸长,也使焊接处的间隙增...
阅读更多
答:一般情况下,少量的残余变形是允许的。但变形太大,不仅影响结构的外形和尺寸,还会降低其承载能力。如图 1 所示的构件,由于角变形,使薄板弯曲,焊缝 1 载荷增加而造成破...
阅读更多答: (1) 有可能产生应力腐蚀破坏的结构; (2) 要求高精度机械加工的结构; (3) 屈服极限大于 500MPa 的普低钢、空淬倾向大的合金钢、厚度大的焊件等; (4) 要求承受低温或动载的结构。...
阅读更多
答:焊件朝哪一个方向弯曲与焊缝对焊件断面重心 O 的位置有关。我们通过重心 O 作两条相互垂直的轴线 X-X 与 Y-Y 。如果焊缝在 X-X 轴上面,则焊后向下弯,如图 1(a) 所示;若在下面,...
阅读更多
答:焊后减少焊接残余应力的方法有:高温回火和拉伸法等。 (1) 高温回火。 ①整体高温回火,将焊件整体进行回火处理,内应力消除效率随时间延长而迅速降低,因此回火保温时间不...
阅读更多答:焊接残余应力和焊接残余变形的分布及大小与材料的线膨胀系数、弹性模量、屈服极限、温度场和焊件的几何形状有关。 任何构件焊接后,总是同时存在残余应力和残余变形。当焊...
阅读更多
答:防止和减少焊接变形的方法有: (1) 选择合理的装配和焊接顺序,这在生产实践中是行之有效的好办法。图 1(a) 所示为一箱形梁,由于焊缝不对称,焊后产生下挠弯曲变形。解决的...
阅读更多
答:在满足承载要求的前提下,焊缝尺寸和余高应尽量减小。将焊缝设计成如图 1(a) 所示的外形,是不会提高接头强度的,这是因为余高会造成应力集中,在常温静载条件下,还影响不...
阅读更多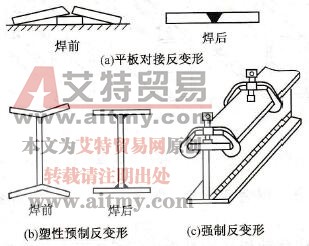
答:防止焊后角变形的反变形措施如图 1 所示。防止焊后弯曲变形的强制反变形措施如图 2 所示。防止壳体局部塌陷的反变形措施如图 3 所示。当构件刚性过大,如大型箱形梁,采用强...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




