

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介武重立车 CH5112B 主轴轴承为双列向心短圆柱滚子轴承。轴承内径为 180mm ,轴承内环内锥为 1 : 12 ,该主轴轴承型号为 3182136 ,拆卸及装配时需注意以下事项。 (1) 轴承内环的拆卸 当主
武重立车CH5112B主轴轴承为双列向心短圆柱滚子轴承。轴承内径为Φ180mm,轴承内环内锥为1:12,该主轴轴承型号为3182136,拆卸及装配时需注意以下事项。 (1)轴承内环的拆卸 当主轴齿圈拆卸后,仅剩轴承时(如图1所示),因该轴承内环与芯轴属于过盈配合,过盈量大不易拆卸。正确拆卸方法应为:将图1红圈所示的两个堵头拆除(螺纹是M10×1),一端接上图1右图所示的手动加油泵,先加油将缝隙中空气挤出,然后用堵头封住另一个螺纹孔,继续用手动泵加油加压使轴承内环涨大,压力大约升至150bar(1bar=0.2MPa),轴承内环自动脱开,即可用手将内环轻推出。 图1 (2)轴承预紧及调整垫尺寸的确定 该轴承为双列向心短圆柱滚子轴承,轴承内径为Φ180mm,轴承内环内锥为1:12,该精度等级的轴承径向游隙在0.035~0.075mm范围内,轴承的预紧就是要通过改变轴向位移来消除该间隙。计算方法可参照如下经验公式:
图1 (2)轴承预紧及调整垫尺寸的确定 该轴承为双列向心短圆柱滚子轴承,轴承内径为Φ180mm,轴承内环内锥为1:12,该精度等级的轴承径向游隙在0.035~0.075mm范围内,轴承的预紧就是要通过改变轴向位移来消除该间隙。计算方法可参照如下经验公式:
 当轴承径向游隙在0.035~0.075mm范围时,对比调整时轴向需移动尺寸: 当径向游隙为0.035mm时,轴向需调整距离约为0.35mm; 当径向游隙为0.075mm时,轴向需调整距离约为0.75mm。 故而可看到,即使轴承属同一精度等级,但在预紧时,因轴承径向游隙的个体差异导致调整垫尺寸有较大差异。理论上,每次更换轴承都应该测量计算调整垫尺寸。 主轴轴承装配图可简化示意如图2所示。
当轴承径向游隙在0.035~0.075mm范围时,对比调整时轴向需移动尺寸: 当径向游隙为0.035mm时,轴向需调整距离约为0.35mm; 当径向游隙为0.075mm时,轴向需调整距离约为0.75mm。 故而可看到,即使轴承属同一精度等级,但在预紧时,因轴承径向游隙的个体差异导致调整垫尺寸有较大差异。理论上,每次更换轴承都应该测量计算调整垫尺寸。 主轴轴承装配图可简化示意如图2所示。
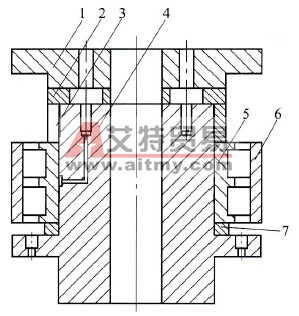 图2 1-压板;2-轴承压紧垫;3-轴承调整垫(上垫);4-立车芯轴;5-轴承内环;6-轴承外环;7-轴承调整垫(下垫) 若新轴承径向游隙已知,可按上述方法计算;若未告知径向游隙,可借鉴下述方法计算调整垫尺寸: ①先将轴承轻轻装在芯轴上,用垫块将轴承外环支撑住。 ②从轴承上端给调整垫3施加预紧力,边压紧边晃动轴承滚柱,当轴承滚柱晃动时开始有阻力,停止加压,此时轴承外环6已与轴承内环5及滚动体涨紧在一起(此时外环已无法用手取下)。 ③用块规测量轴承下端面与芯轴基面之间的尺寸(如图2所示:相当于调整垫7的位置)。 ④将上述测量尺寸再减去0.1~0.2mm(因为测量时给定预紧力不够;新轴承也有个磨合过程),得到下调整垫尺寸(要求调整垫两端面平行度误差控制在0.02mm以内)。 ⑤通过对比下垫尺寸变化,来相应改变上垫尺寸(下垫若加厚,则上垫相应减薄,尺寸量可对等,反之亦然);或者用卡尺测量轴承内环上端面距芯轴端面的尺寸,调整垫尺寸即为该距离,调整垫两端面平行度误差控制在0.02mm以内。 (3)试车 当主轴轴承装配后(如图3所示),接上润滑油管,工作台台面可先不安装,让主轴由低速开始空转10min;观察,测轴承温升,正常后继续提高转速空转(50r/min空转10min);继续观察,测轴承温升,正常后继续提高转速空转(100r/min空转20min);观察,测轴承温升,一切正常后继续回装工作台台面。
图2 1-压板;2-轴承压紧垫;3-轴承调整垫(上垫);4-立车芯轴;5-轴承内环;6-轴承外环;7-轴承调整垫(下垫) 若新轴承径向游隙已知,可按上述方法计算;若未告知径向游隙,可借鉴下述方法计算调整垫尺寸: ①先将轴承轻轻装在芯轴上,用垫块将轴承外环支撑住。 ②从轴承上端给调整垫3施加预紧力,边压紧边晃动轴承滚柱,当轴承滚柱晃动时开始有阻力,停止加压,此时轴承外环6已与轴承内环5及滚动体涨紧在一起(此时外环已无法用手取下)。 ③用块规测量轴承下端面与芯轴基面之间的尺寸(如图2所示:相当于调整垫7的位置)。 ④将上述测量尺寸再减去0.1~0.2mm(因为测量时给定预紧力不够;新轴承也有个磨合过程),得到下调整垫尺寸(要求调整垫两端面平行度误差控制在0.02mm以内)。 ⑤通过对比下垫尺寸变化,来相应改变上垫尺寸(下垫若加厚,则上垫相应减薄,尺寸量可对等,反之亦然);或者用卡尺测量轴承内环上端面距芯轴端面的尺寸,调整垫尺寸即为该距离,调整垫两端面平行度误差控制在0.02mm以内。 (3)试车 当主轴轴承装配后(如图3所示),接上润滑油管,工作台台面可先不安装,让主轴由低速开始空转10min;观察,测轴承温升,正常后继续提高转速空转(50r/min空转10min);继续观察,测轴承温升,正常后继续提高转速空转(100r/min空转20min);观察,测轴承温升,一切正常后继续回装工作台台面。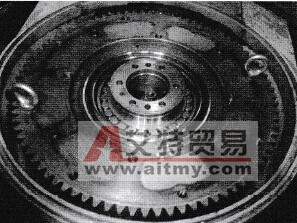 图3 经过调整,车端面及内孔光度明显变好,能够满足零件工艺要求。车削零件效果见图4。
图3 经过调整,车端面及内孔光度明显变好,能够满足零件工艺要求。车削零件效果见图4。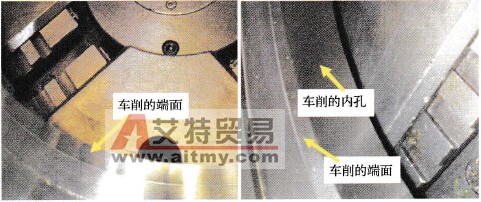 图4
图4

 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测






