

计算机与PLC通讯格式及编程口命令操作 可编程序控制器(PLC)都有一个编程口。以日本三菱公司生产的PLC为例(包括FX系列和A系列),其编程口为RS-422格式,根据PLC型号不同又分为8针座编程...
阅读更多
台达PLC与触摸屏小数点运算 总结 1. 乘法MUL指令,16位的D20和16位的D26相乘,存于D27中,结果D27为低位,D28为高位。自动转化为32位。 2. 除法运算,要小数点时,必须转化为浮点型,指令...
阅读更多西门子S7200 PLC PPI通讯协议详解 西门子S7-200 PLC之间或者PLC与PC之间通信有很多种方式:自由口,PPI方式,MPI方式,Profibus方式。使用自由口方式进行编程时,在上位机和PLC中都要编写数据...
阅读更多台达PLC模拟量输入软件滤波使用方法 硬件:台达plc/台达模拟输入模块DVP04AD-E2 模拟量采集时受到多种干扰,使得获得的数值跳变比较厉害,本来想写程序采用软件滤波方法的,后来看到...
阅读更多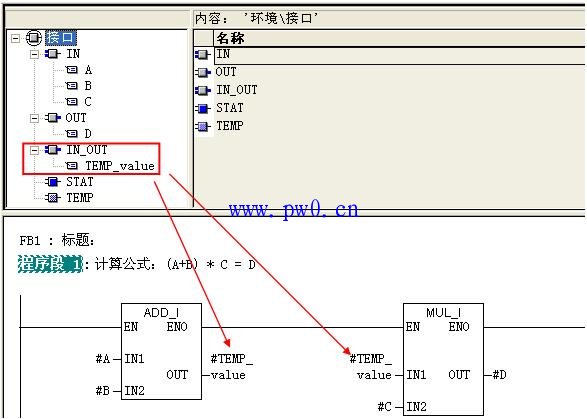
FB的接口变量类型IN_OUT、STAT、TEMP在使用上有何区别,以下通过一个简单的例子进行说明。运用FB块编程计算公式:(A+B) * C = D,在程序中需要通过一个中间变量(例如其变量名定义为TE...
阅读更多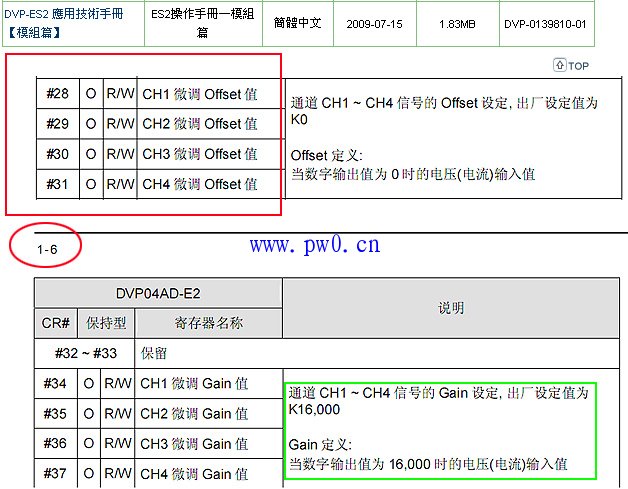
台达PLC说明书严重BUG说明 1-6页中写到#28是Offset值,而下一页中写到#34为Gain值。 我当时编程时在看详细页面1-16页,但里面写着Gain为#28,Offset为#34。 就为台达的这点低级错误,我花了...
阅读更多
西门子 plc 定时器剩余时间转换为整数 客户1:我用第三方组态软件(如Intouch、iFix、组态王等),想在画面上设置定时器T的时间,以便人工及时修改。但组态软件中没有S5Time数据类型,怎...
阅读更多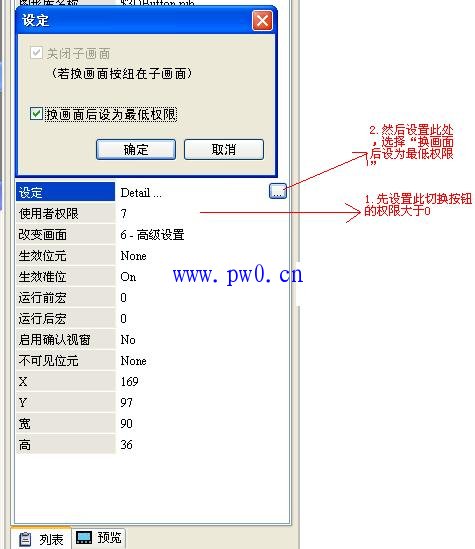
台达PLC触摸屏权限设置方法 操作方法:触摸屏默认的权限为0,最高级为7。只需修改画面按钮的属性:使用者权限 这一选项。以下图示3个步骤无需一行代码。刚开始以为需要宏来操作...
阅读更多西门子plc300定时器数量 CPU314C-2DP的定时器数量是多少: 256个。 还有其他类型定时器数量: CPU 317-2 DP(6ES7 317-2AJ10-0AB0):512个。 CPU 319-3 PN/DP(6ES7 318-3EL00-0AB0):2048个。...
阅读更多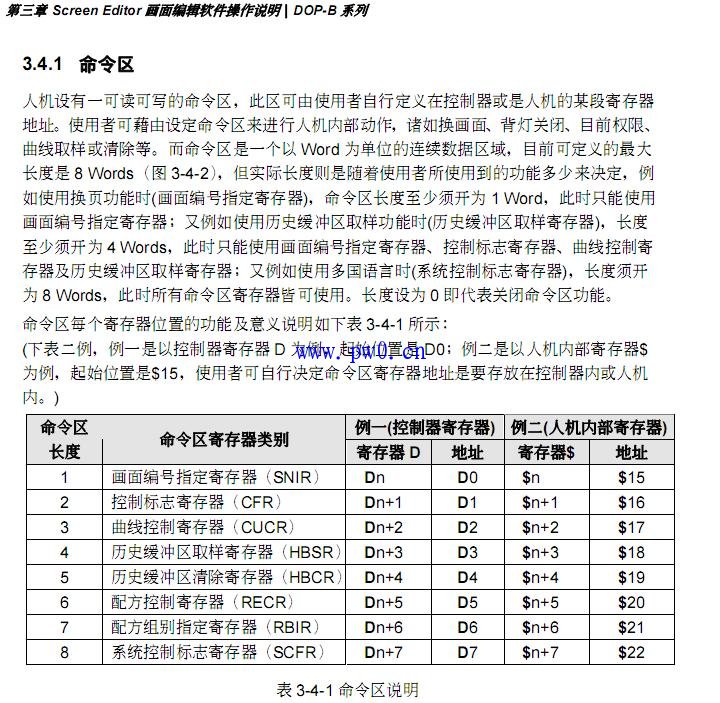
台达PLC触摸屏画面切换设置方法 1.需求:很多时候我们需要触摸屏的画面随时可以切换,而不是要等人去触摸。比如按钮切换到手动档时,屏幕自动切换到手动档的设置界面。 2.硬件软...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




