![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介毛细管与干燥过滤器焊接时,要注意毛细管的插入深度,过深或过浅都不好。毛细管与干燥过滤器正确的安装位置如图 7-23 所示,管口与滤网的距离应保持在 5mm 左右。若按图 7-24a 所示
毛细管与干燥过滤器焊接时,要注意毛细管的插入深度,过深或过浅都不好。毛细管与干燥过滤器正确的安装位置如图7-23所示,管口与滤网的距离应保持在5mm左右。若按图7-24a所示安装,则会使毛细管的阻力增加且易堵塞。若按图7-24b所示安装,则焊接时容易堵塞毛细管口。 对于初学者在焊接毛细管与干燥过滤器时,可以先把毛细管插入并碰到滤网,再将其退出5mm左右,可按图7-23所示位置事先做好标记。焊矩温度可适当低些,焊接时间尽量缩短,以免熔化毛细管或损坏干燥过滤器。 焊接前要夹扁管口,管口的夹扁要使用专用夹扁钳进行。各种铜管的夹制方式如图7-25所示。在夹扁操作中,要求铜管的内管不变形或堵塞,外管夹扁长度为15~20mm,毛细管的插入深度应为25~30mm,即毛细管伸出夹扁口最少约为10mm。 图7-23 毛细管与干燥过滤器的正确安装
图7-23 毛细管与干燥过滤器的正确安装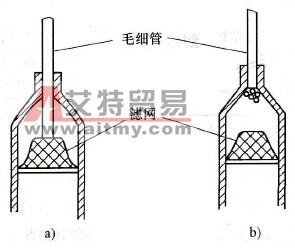 图7-24 毛细管与干燥过滤器的错误安装位置
图7-24 毛细管与干燥过滤器的错误安装位置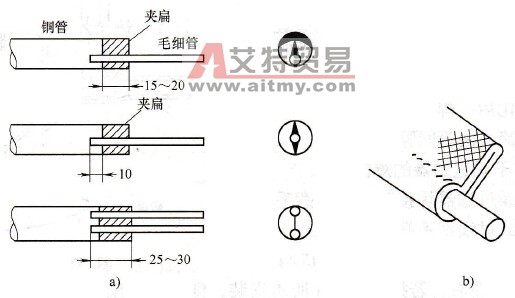 图7-25 各种铜管的夹制方式 a)夹扁前b)夹扁后
图7-25 各种铜管的夹制方式 a)夹扁前b)夹扁后

 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测