![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介冰箱、空调器的制冷系统多使用铜管,维修时需使用气焊连接管路或补漏。电焊设备则只在安装空调器做角铁支架等时候适用。 传统的气焊设备使用氧气和乙炔气混合,点燃后产生高温
冰箱、空调器的制冷系统多使用铜管,维修时需使用气焊连接管路或补漏。电焊设备则只在安装空调器做角铁支架等时候适用。 传统的气焊设备使用氧气和乙炔气混合,点燃后产生高温火焰。近来乙炔气很少有人再用,被液化石油气(或煤气、天然气)取代,采用氧气助燃液化气进行制冷系统管路的焊接。气焊设备主要由气瓶、连接软管与焊矩3个部分组成,如图7-15所示。调节焊枪上的燃气手轮和氧气混合手轮就能得到比较理想的焊接温度。 1.氧气钢瓶 氧气钢瓶充灌压力约为15MPa的高压氧气,气焊时通过减压器,胶管和焊矩将氧气送出,作为气焊用的助燃气体。使用时按逆时针方向旋转瓶阀手轮,瓶内的氧气即经减压后送出。焊接结束后,按顺时针方向旋转瓶阀手轮,关闭氧气瓶,将瓶帽盖好以保护瓶阀。 图7-15 常用的气焊设备 2.减压器 减压器又称为氧气表,减压器的作用是把瓶内高压气体调节成工作需要的低压气体,并保持输出气体的压力和流量稳定不变,其外形如图7-16所示。减压器上装有高压表和低压表,因此,行业内也将其简称为“双表”。高压表指示氧气瓶内的压力,低压表则指示工作压力。使用时将减压器装在氧气瓶的瓶阀上,再在低压出气口端接上胶管,并用铁线扎紧,然后开启氧气瓶瓶阀,如果是新充灌的氧气瓶,高压表应指示在15MPa左右,按顺时针方向旋动调压螺钉,便可调节输出低压的氧气的压力。气焊时低压表指示以0. 2MPa左右为宜。 3.乙炔瓶或液化石油气瓶 乙炔是广泛用于气焊的可燃气体。乙炔瓶内最大压力为17MPa,乙炔内含有约93%的碳7%的氧气,与适量的氧气混合后,点火后即可产生高温火焰。采用乙炔进行气焊,其火焰的温度较高,但操作不如用液化石油气方便。 液化石油气瓶是由瓶体、瓶阀、瓶保护圈和手轮等组成。在液化石油气瓶的阀口处安装有调压器,以降低输出液化石油气的压力,并保持稳定均匀的供气。 4.焊矩与胶管 焊矩又称焊枪或熔接器,外形如图7-17所示。它的作用是将氧气和乙炔(或液化石油气)按一定的比例混合,喷出的混合气体点燃后可产生高温,加热工件进行焊接。以所需火焰的温度选择不同的焊嘴。 使用焊矩前,将红色氧气胶管套在焊矩的氧气进气口上,用铁线扎紧,并打开氧气阀,通入氧气以清除焊嘴内的灰尘。然后检查其射吸能力,检查射吸能力合格后,再将绿色的液化石油气管紧套在焊矩的液化气进气口上。
图7-15 常用的气焊设备 2.减压器 减压器又称为氧气表,减压器的作用是把瓶内高压气体调节成工作需要的低压气体,并保持输出气体的压力和流量稳定不变,其外形如图7-16所示。减压器上装有高压表和低压表,因此,行业内也将其简称为“双表”。高压表指示氧气瓶内的压力,低压表则指示工作压力。使用时将减压器装在氧气瓶的瓶阀上,再在低压出气口端接上胶管,并用铁线扎紧,然后开启氧气瓶瓶阀,如果是新充灌的氧气瓶,高压表应指示在15MPa左右,按顺时针方向旋动调压螺钉,便可调节输出低压的氧气的压力。气焊时低压表指示以0. 2MPa左右为宜。 3.乙炔瓶或液化石油气瓶 乙炔是广泛用于气焊的可燃气体。乙炔瓶内最大压力为17MPa,乙炔内含有约93%的碳7%的氧气,与适量的氧气混合后,点火后即可产生高温火焰。采用乙炔进行气焊,其火焰的温度较高,但操作不如用液化石油气方便。 液化石油气瓶是由瓶体、瓶阀、瓶保护圈和手轮等组成。在液化石油气瓶的阀口处安装有调压器,以降低输出液化石油气的压力,并保持稳定均匀的供气。 4.焊矩与胶管 焊矩又称焊枪或熔接器,外形如图7-17所示。它的作用是将氧气和乙炔(或液化石油气)按一定的比例混合,喷出的混合气体点燃后可产生高温,加热工件进行焊接。以所需火焰的温度选择不同的焊嘴。 使用焊矩前,将红色氧气胶管套在焊矩的氧气进气口上,用铁线扎紧,并打开氧气阀,通入氧气以清除焊嘴内的灰尘。然后检查其射吸能力,检查射吸能力合格后,再将绿色的液化石油气管紧套在焊矩的液化气进气口上。 图7-16 减压器
图7-16 减压器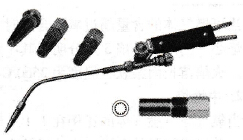 图7-17 焊矩及焊嘴的实物照片 点火时,先将氧气阀调到很小的氧气流量,然后缓慢地打开液化气阀,点燃,再调节氧气和液化气的流量,直到火焰为合适的中性焰,即可进行气焊操作。 熄灭火焰时,先关闭氧气阀,后关闭液化石油气阀。 按气焊操作要求,工作场地应距离氧气瓶和液化石油气瓶10m处,需要使用胶管连接,以输送气体。一般氧气胶管使用红色的高压胶管,它的内径为8mm,工作压力为1.5MPa,应具有耐磨和耐燃性能。液化石油气或乙炔胶管选用绿色的低压胶管,它的内径为8~10mm,工作压力为0.2MPa左右。 焊接时,一旦氧气胶管着火,应迅速关闭氧气瓶阀和减压器,以停止供氧,禁止采用折弯氧气胶管的办法来断氧灭火。
图7-17 焊矩及焊嘴的实物照片 点火时,先将氧气阀调到很小的氧气流量,然后缓慢地打开液化气阀,点燃,再调节氧气和液化气的流量,直到火焰为合适的中性焰,即可进行气焊操作。 熄灭火焰时,先关闭氧气阀,后关闭液化石油气阀。 按气焊操作要求,工作场地应距离氧气瓶和液化石油气瓶10m处,需要使用胶管连接,以输送气体。一般氧气胶管使用红色的高压胶管,它的内径为8mm,工作压力为1.5MPa,应具有耐磨和耐燃性能。液化石油气或乙炔胶管选用绿色的低压胶管,它的内径为8~10mm,工作压力为0.2MPa左右。 焊接时,一旦氧气胶管着火,应迅速关闭氧气瓶阀和减压器,以停止供氧,禁止采用折弯氧气胶管的办法来断氧灭火。

 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测