![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介焊接铜管时,接头连接端须加扩管。被扩管的内径比插入管外径大 0. 07~0.25mm ,插入深度不应小于插入管的直径,如果连接时不扩管,也可以外加套管连接。套管内径要比插入管外径大
焊接铜管时,接头连接端须加扩管。被扩管的内径比插入管外径大0. 07~0.25mm,插入深度不应小于插入管的直径,如果连接时不扩管,也可以外加套管连接。套管内径要比插入管外径大0.2~0. 3mm,套管长度是插入管直径的3倍,插入深度为10~ 20cm。 焊接前用细砂布把焊接部位上的油脂、漆膜和氧化层清除干净,将准备好的小管径铜管插入到大铜管内,或把未扩管插入到已扩管中。然后点燃焊矩,调整火焰,铜管的连接如图7-19所示。 图7-19 铜管的连接 焊接时选用中性焰,加热铜管。为避免受热面积过大,应使焊接火焰与铜管成90°加热,如图7-20所示,被焊接铜管放置稳定,使火焰的焰心端距离焊接件约为2~ 4mm,应左右前后移动焊枪,使管受热均匀,同时在焊接处涂上焊剂。直至到达焊点温度为止,为了防止焊料从间隙流入管内,焊接时管接头必须呈水平状态,最好使接头的焊口向下,绝对不能使接口向上焊接,如图7-21所示。铜管与铜管一般采用银钎焊,也可采用铜磷系焊料。它们熔化后均有良好的流动性,并且不需要助焊剂。
图7-19 铜管的连接 焊接时选用中性焰,加热铜管。为避免受热面积过大,应使焊接火焰与铜管成90°加热,如图7-20所示,被焊接铜管放置稳定,使火焰的焰心端距离焊接件约为2~ 4mm,应左右前后移动焊枪,使管受热均匀,同时在焊接处涂上焊剂。直至到达焊点温度为止,为了防止焊料从间隙流入管内,焊接时管接头必须呈水平状态,最好使接头的焊口向下,绝对不能使接口向上焊接,如图7-21所示。铜管与铜管一般采用银钎焊,也可采用铜磷系焊料。它们熔化后均有良好的流动性,并且不需要助焊剂。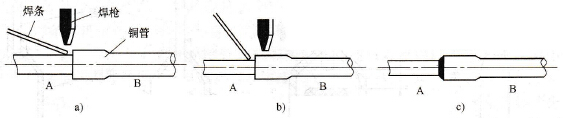 图7-20 铜管与铜管的焊接 a)焊条方置位置b)火焰在A、B间移动c)焊接外表示意图
图7-20 铜管与铜管的焊接 a)焊条方置位置b)火焰在A、B间移动c)焊接外表示意图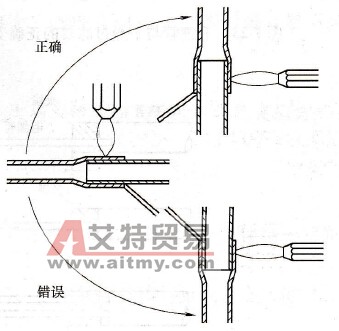 图7-21 焊口的方向
图7-21 焊口的方向

 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测