![]() 来源:艾特贸易2018-01-23
来源:艾特贸易2018-01-23
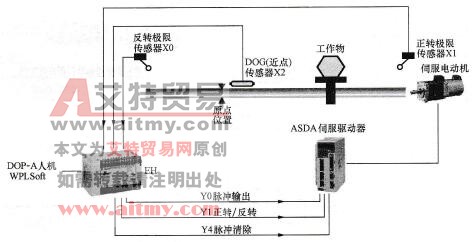
简介范例示意如图 10-8 所示。 图 10-8 范例示意 【控制要求】 当光电开关感应到有产品进入传送带上时,伺服电动机将旋转 5 圈,将产品送到盖章处进行盖章,盖章动作持续时间为 2s 。 【
范例示意如图10-8所示。

图10-8 范例示意
【控制要求】
当光电开关感应到有产品进入传送带上时,伺服电动机将旋转5圈,将产品送到盖章处进行盖章,盖章动作持续时间为2s。
【元件说明】
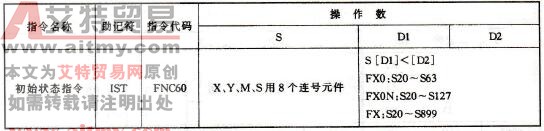
元件说明见表10-5。
表10-5 元件说明

【控制程序】
控制程序如图10-9所示。

图10-9 控制程序
【程序说明】
(1)当感应到产品时,光电检测开关X0由Off→On变化一次,SET指令执行,M0被置位为On,其动合触点闭合,PLSY指令执行,Y0开始输出频率为10kHz的脉冲。
(2)当Y0输出脉冲个数达到50000时,伺服电动机转动5圈,产品被运送到盖章处,标志位M1029=On,则Y1=On,执行加工动作。同时,T0线圈得电并开始计时,T0计时达到2s时,T0的动合触点闭合,M0被复位。则PLSY指令Off,M1029=Off,Y1=Off,加工完毕,产品在流水线上被送走,等待下一个产品的加工。
(3)当X0再次触发时,PLSY指令又为On,Y0又重新开始输出脉冲,并重复上述动作。
(4)注意:对本程序来说,X0触发时刻必须在前一个产品被加工完毕之后,否则不能保证加工的正常进行。
(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)

 PLC编程的基本规则
PLC编程的基本规则