![]() 来源:艾特贸易2018-01-19
来源:艾特贸易2018-01-19
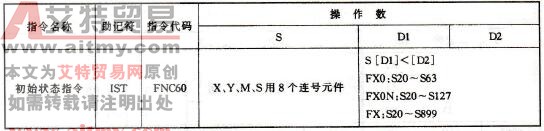
简介由于本条生产线分印刷和糊口 2个部分,分别由2台电动机拖动,每台电动机配备1个ACS800变频器;底贴部由1台色标电动机拖动,并配备1台ACS800变频器与糊口主电动机同步运行,其底贴的
由于本条生产线分印刷和糊口2个部分,分别由2台电动机拖动,每台电动机配备1个ACS800变频器;底贴部由1台色标电动机拖动,并配备1台ACS800变频器与糊口主电动机同步运行,其底贴的长度可以从触摸屏设定。生产时,糊口电动机为主单元,印刷电动机、色标电动机为从单元,总体的车速快慢,完全由糊口主电动机决定。生产过程中从单元要随时调整速度,保持与主单元同步运行,即在两个工段中,编织袋保持一致的线速度。为了保证电动机的同步运行,在印刷部切刀处、糊口转向处、底贴处安装接近开关,其信号由带诊断功能的SM321采集并送给PLC.并且给每台电动机配备一个增量式旋转编码器,实现单回路PID闭环控制,其控制原理如图7-23所示。

图7-23控制原理图
图7-23中SGi和SG2为一组接迸开关信号时间(如糊口与印刷信号),其主要用于确定电动机的具体位置;VSP为主电动机(糊口电动机)给定速度;TA为根据生产要求所设定的从电动机同步时间,本条生产线车速为60袋/min。所以从电动机的同步时间不能超过1s,一般取900ms;P为主从电动机速度比,不同的生产工艺比值不同,需要根据实际的生产工艺进行测量,即P=N1 /N2, (N1和Ⅳ2分别为2台电动机给定值),BP为变频器;M为三相异步交流电动机;ED为旋转编码器;N电动机实际转速。假设△S为同步允许位差范围,根据主/从电动机负载上的接近开关信号时间,可以得出主从电动机的实际位差e= VsP|SG1 - SG2|,若vsP|SG1 - SG2|< △S,则系统同步,不需要调节;反之则系统不同步。计算同步速度补偿量,进行同步补偿。

图7-22 同步控制算法
由图7-22很容易得出从电动机的补偿速度

从电动机变频器得到的最终的调整速度

由式(7-4)得的结果不断地修正变频器的给定速度,编码器检测到的实际速度与此修正后的给定速度相比较,来调整实际速度的大小,以满足工业生产要求。实际的控制结果如图7-24所示。

图7-24 电动机运行实际曲线
可以看出,从电动机与主电动机在启动、停止、加速、减速过程中都具有较好的同步性,它们的最大时差不超过100ms,完全可以满足工业控制要求。
(部分原创文章应编辑稿费需求,每篇需要收取2元的稿费,如需查看全文请联系客服索取,谢谢理解!在线客服: )
)

 PLC编程的基本规则
PLC编程的基本规则