![]() 来源:艾特贸易2018-01-19
来源:艾特贸易2018-01-19
简介为了提高提升机的舒适性和减少对机械部分的冲击,本系统中借助于 PLC实现提升机速度的S曲线变化。SO曲线不但要求系统在加、减速过程中速度变化平滑,而且要求系统的加、减速度变
为了提高提升机的舒适性和减少对机械部分的冲击,本系统中借助于PLC实现提升机速度的S曲线变化。SO曲线不但要求系统在加、减速过程中速度变化平滑,而且要求系统的加、减速度变化平滑,如图7-35所示。

图7-35 S曲线速度、加速度、变加速度给定
1.系统S曲线相关参数
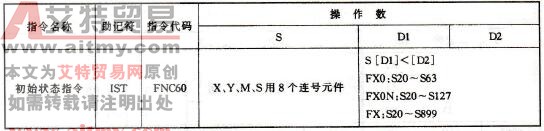
设定系统中A1=A2 =A3 =A4 =0. 25m/S2,am1=am2=0.5 m/s2,加速段I、加速段III、减速段I和减速段III的时间均为2s。该矿井为单次提升189 m的双水平斜井,设计提升最高速度为3.82m/s,爬行速度设定为0.2m/s。
根据以上分析,可以将整个提升行程分为8个阶段。每个阶段的速度给定都以公式形式给出。程序中采用的方法是每个阶段开始都对时间进行复位,每个阶段复位的条件在加速段和减速段不同,在加速段靠速度(即Vl,V2)比较来判断,在减速段靠行程比较来判断。
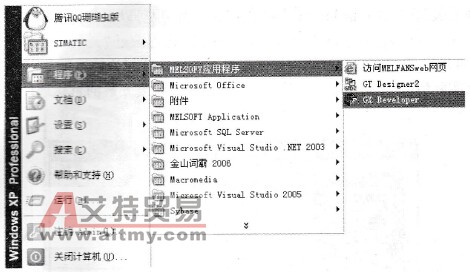
2.PLC软件设计
本系统PLC程序部分用到了主程序循环OB1、循环中断0835、诊断中断0882、暖启动OB100等组织块。另外还用到了自定义的功能FC、数据块DB、系统功能SFC等。
操作保护PLC必须确保提升机安全运行,所以其程序中主要是两大类故障的处理。给出其软件程序流程如图7-36所示。各个组织块之间的切换由PLC的操作系统负责,操作系统检测系统运行时间,如达到中断时间则调用一次OB35,若发现有硬件故障,则调用OB82。
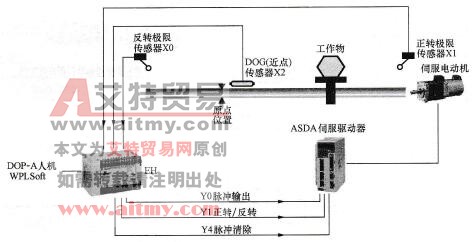
行程控制PLC主要是为了给出完整的S型曲线,其程序结构和操作保护PLC类似。这里给出其速度计算的流程图,如图7-37所示。其中v表示实际速度、Vm表示主令速度给定、vi表示根据“S曲线”各阶段公式计算出来的速度给定,S表示实际行程,Sjsd表示实际减速点。在减速点之前速度Vm由主令给定,当主令变化时,实际速度跟随,设定动态跟随加速度为0.8 m/s。在减速点的时刻,计算出减速段的各特征位置,用来判断整个减速段各点所处的阶段。在减速之后,主令给定比理论计算给定速度小时,则按主令给定,否则按理论S曲线减速。在程序设计时,两个量比较还有滤波,在流程图中略去。

图7-36操作保护PLC流程图

图7-37 S曲线速度给定流程图
该矿副井提升机自从投入运行以来,运行良好,该系统的突出优点如下。
①基于双PLC结构的提升机调速系统设计功能完善,运行安全可靠,改原来系统减速段主令和制动闸配合减速为自动减速。
②S曲线速度给定使变频器能够控制提升机平滑运行,减少机械冲击,大大提高人员舒适度。变频器结合制动单元可以实现提升机4象限运行,解决了提升机下放回馈的问题。
③触摸屏上显示了罐笼位置,速度(给定速度、实际速度、包络线速度)、系统状态等,方便司机观察和操作。
(部分原创文章应编辑稿费需求,每篇需要收取2元的稿费,如需查看全文请联系客服索取,谢谢理解!在线客服: )
)

 PLC编程的基本规则
PLC编程的基本规则