您现在的位置是:首页 > 电气技术 > 电气技术
如何进行船台的装配焊接(大合拢)?
![]() 来源:艾特贸易2019-02-27
来源:艾特贸易2019-02-27
简介船台装配焊接即是将预先装焊好的部件、分段或总段在船台上进行装配合拢,经过焊接后组成一条完整的船体。船台装配是在倾斜船台上或水平船坞中进行。船台装配有以下几种主要方
船台装配焊接即是将预先装焊好的部件、分段或总段在船台上进行装配合拢,经过焊接后组成一条完整的船体。船台装配是在倾斜船台上或水平船坞中进行。船台装配有以下几种主要方法:总段装配法、塔式装配法、岛式装配法及混合装配法,具体见表7-9。
船台装配焊接是一项大面积的立体作业,要考虑控制船体的整体变形。甲板、双层底内外板的对接焊,正面焊缝大部分可用埋弧自动焊,反面需手工封底,最好采用埋弧单面焊双面成形工艺。外板分段的立向对接焊缝,横舱壁与外板的立向角接焊缝,这些焊缝长度很大,除采用手工焊外,还采用了垂直自动焊工艺。船侧分段与双层底分段之间外板的横向对接焊缝,这些焊缝数量不多,机械化条件也较好,目前已研制成功横向自动焊。曲面外壳的对接缝,大多采用手工焊。内部构件的接头焊缝大多采用手工焊。
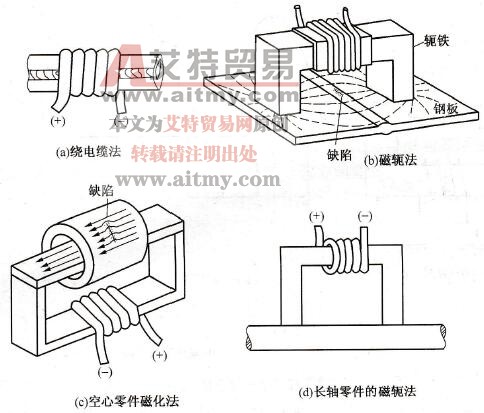
在船台合拢中,船体经焊接以后引起变形,往往产生总长缩短以及两端上翘现象。除了船长收缩和两端上翘的总体焊接变形以外,大接头处的线型也可能发生变化。如图7-47所示,外凸(俗称正圆势)的板材经焊接后,其线型通常向内缩,内凹(俗称反圆势)的板材焊后线型则向外挺。为了保证大接头处线型光滑,通常采用“梳状马”骑跨在接头处。线型弯曲的地方,马板数量也适当增加。此外,采用水火弯板工艺使接头的板边产生反变形,可达到少用或不用马板的目的,并保持焊后大接头处的线型光顺。船台的焊接操作应对称于纵中剖面,否则还会引起船体中线面的左右变形。

图7 47大接头反变形法
1焊前;2-焊后;3-梳状马;4分段外板;5烧热线处;6分段横向构架
表7-9船台的装配方法

(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)

点击排行
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测